CN 41-1243/TG
ISSN 1006-852X
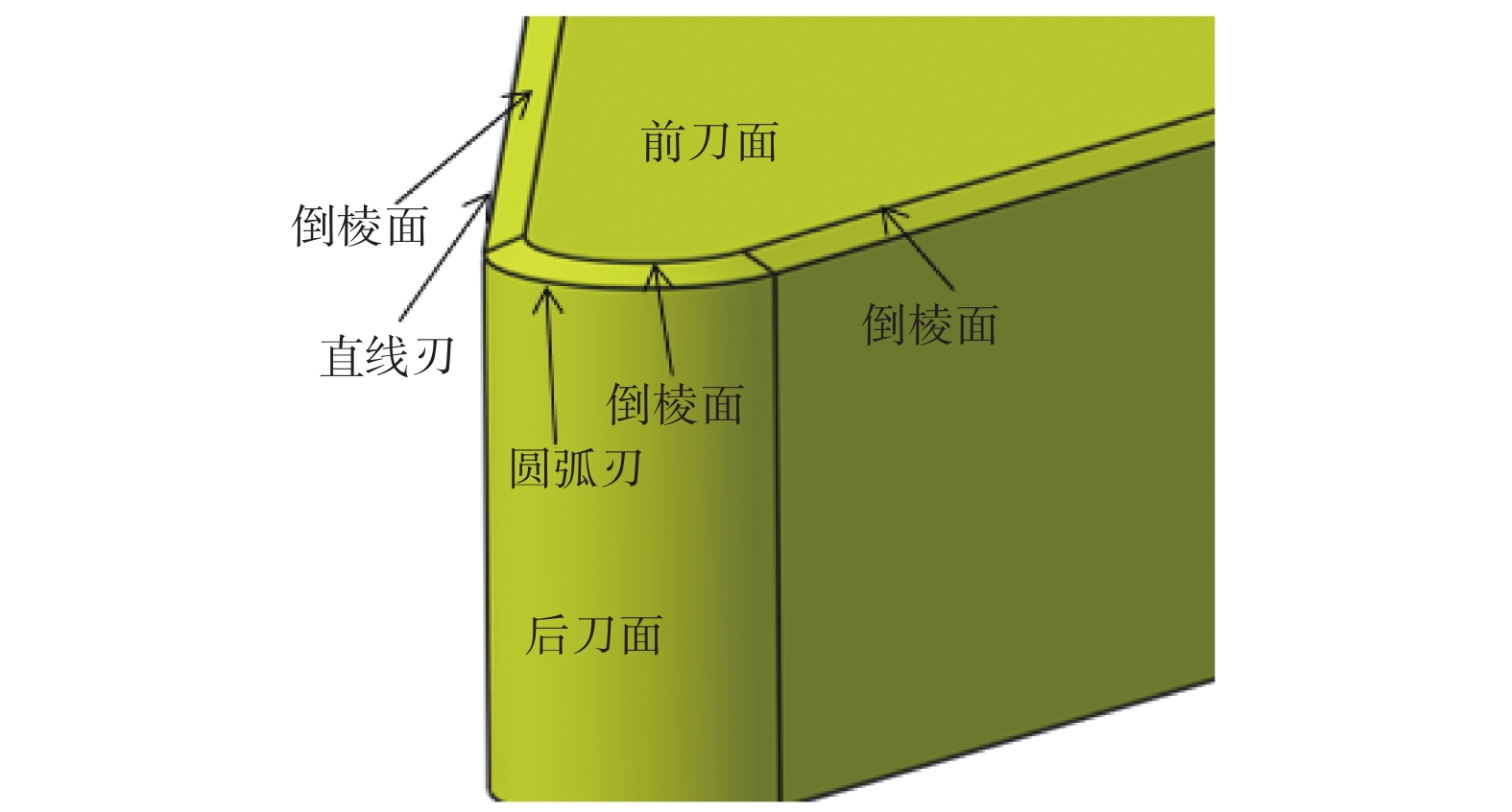
| Citation: | LI He, SHI Guangfeng, LV Hongbing, YANG Yongming, LI Sheng, ZHU Lichun. Simulation and experimental analysis of composite chamfering of superhard cutting tools based on edge grinding technology[J]. Diamond & Abrasives Engineering, 2024, 44(5): 632-643. doi: 10.13394/j.cnki.jgszz.2023.0223

|

| [1] |
王森, 董海, 谷雨, 等. 聚晶金刚石刀具研磨质量及去除机理研究 [J]. 金刚石与磨料磨具工程,2022,42(4):467-472. doi: 10.13394/j.cnki.jgszz.2021.3002
WANG Sen, DONG Hai, GU Yu, et al. Research on grinding quality and removal mechanism of polycrystalline diamond tools [J]. Diamond & Abrasives Engineering,2022,42(4):467-472. doi: 10.13394/j.cnki.jgszz.2021.3002
|
| [2] |
LI G S, XIAN C, XIN H M. Study on cutting chip in milling GH4169 with indexable disc cutter [J]. Materials,2021,14(11):3135. doi: 10.3390/ma14113135
|
| [3] |
KLOCKE F, KRTAZ H. Advanced tool edge geometry for high precision hard turning [J]. CIRP Annals,2005,54(1):47-50. doi: 10.1016/S0007-8506(07)60046-8
|
| [4] |
陈涛, 王道源, 李素燕, 等. 渐变倒棱PCBN刀具设计制造及磨削精度检测 [J]. 机械工程学报,2018,54(11):214-221. doi: 10.3901/JME.2018.011.214
CHEN Tao, WANG Daoyuan, LI Suyan, et al. Design manufacture and grinding accuracy detection of PCBN tools with variable chamfer edge [J]. Journal of Mechanical Engineering,2018,54(11):214-221. doi: 10.3901/JME.2018.011.214
|
| [5] |
郭健. 双斜壁分屑结构余弦强化刃PCBN刀具切削性能研究 [D]. 哈尔滨: 哈尔滨理工大学, 2019.
GUO Jian. Study on hard cutting performance of the cosine enhanced PCBN tool with the structure of double inclined walls [D]. Harbin: Harbin University of Science and Technology, 2019.
|
| [6] |
刘思宇. 超硬车刀渐变负倒棱设计及刃磨工艺研究 [D]. 长春: 长春理工大学, 2020.
LIU Siyu. Research on design of negative chamfer of superhard turning tool and grinding process [D]. Changchun: Changchun University of Science and Technology, 2020.
|
| [7] |
魏子洋, 石广丰, 史国权, 等. 车刀双倒棱结构切削效应的仿真分析 [J]. 制造技术与机床,2022(3):40-43. doi: 10.19287/j.cnki.1005-2402.2022.03.006
WEI Ziyang, SHI Guangfeng, SHI Guoquan, et al. Simulation analysis of cutting effect of double chamfer structure of turning tools [J]. Manufacturing Technology and Machine Tools,2022(3):40-43. doi: 10.19287/j.cnki.1005-2402.2022.03.006
|
| [8] |
计伟, 刘献礼, 李录彬, 等. 球头铣刀倒棱刃磨削砂轮轨迹建模 [J]. 哈尔滨理工大学学报,2015,20(5):34-38. doi: 10.15938/j.jhust.2015.05.007
JI Wei, LIU Xianli, LI Lubin, et al. Modeling of centre trace and axis vector of grinding wheel for manufacturing of ball end mill with chamfered cutting edge [J]. Journal of Harbin University of Science and Technology,2015,20(5):34-38. doi: 10.15938/j.jhust.2015.05.007
|
| [9] |
王道源. 近余弦强化刃 PCBN 刀具设计制造技术研究 [D]. 哈尔滨: 哈尔滨理工大学, 2018.
WANG Daoyuan. Research on the design and manufacture of PCBN tool with cosine enhanced edge [D]. Harbin: Harbin University of Science and Technology, 2018.
|
| [10] |
高崇金, 皮云云. 倒棱切削刃对6061铝合金大应变挤出切削仿真影响研究 [J]. 工具技术,2022,56(7):92-98. doi: 10.3969/j.issn.1000-7008.2022.07.018
GAO C J, PI Y Y. Research on influence of chamfering cutting edge on simulation of 6061 aluminum alloy large strain extrusion machining process [J]. Tool Engineering,2022,56(7):92-98. doi: 10.3969/j.issn.1000-7008.2022.07.018
|
| [11] |
曹永泉, 张弘弢, 董海, 等. PCBN刀具切削淬硬钢GCr15的磨损实验研究 [J]. 中国机械工程,2006(21):2305-2308. doi: 10.3321/j.issn:1004-132X.2006.21.025
CAO Yongquan, ZHANG Hongtao, DONG Hai, et al. Experimental study on wear of PCBN tool cutting hardened steel GCr15 [J]. China Mechanical Engineering,2006(21):2305-2308. doi: 10.3321/j.issn:1004-132X.2006.21.025
|
Figures(27) / Tables(1)
Supported by:
Beijing Renhe Information Technology Co., Ltd.



 Email Alerts
Email Alerts RSS
RSS DownLoad:
DownLoad: