Abstract:
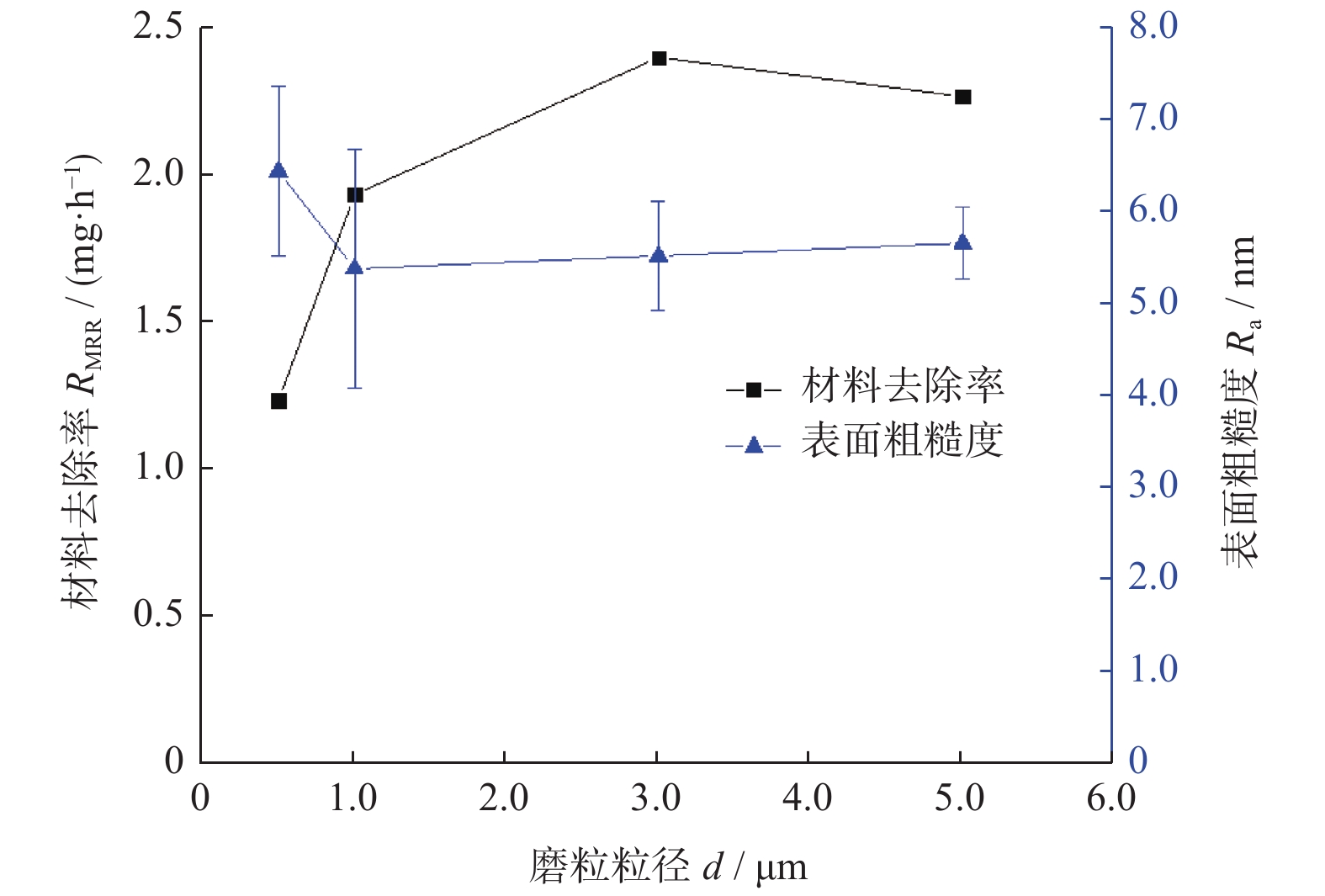
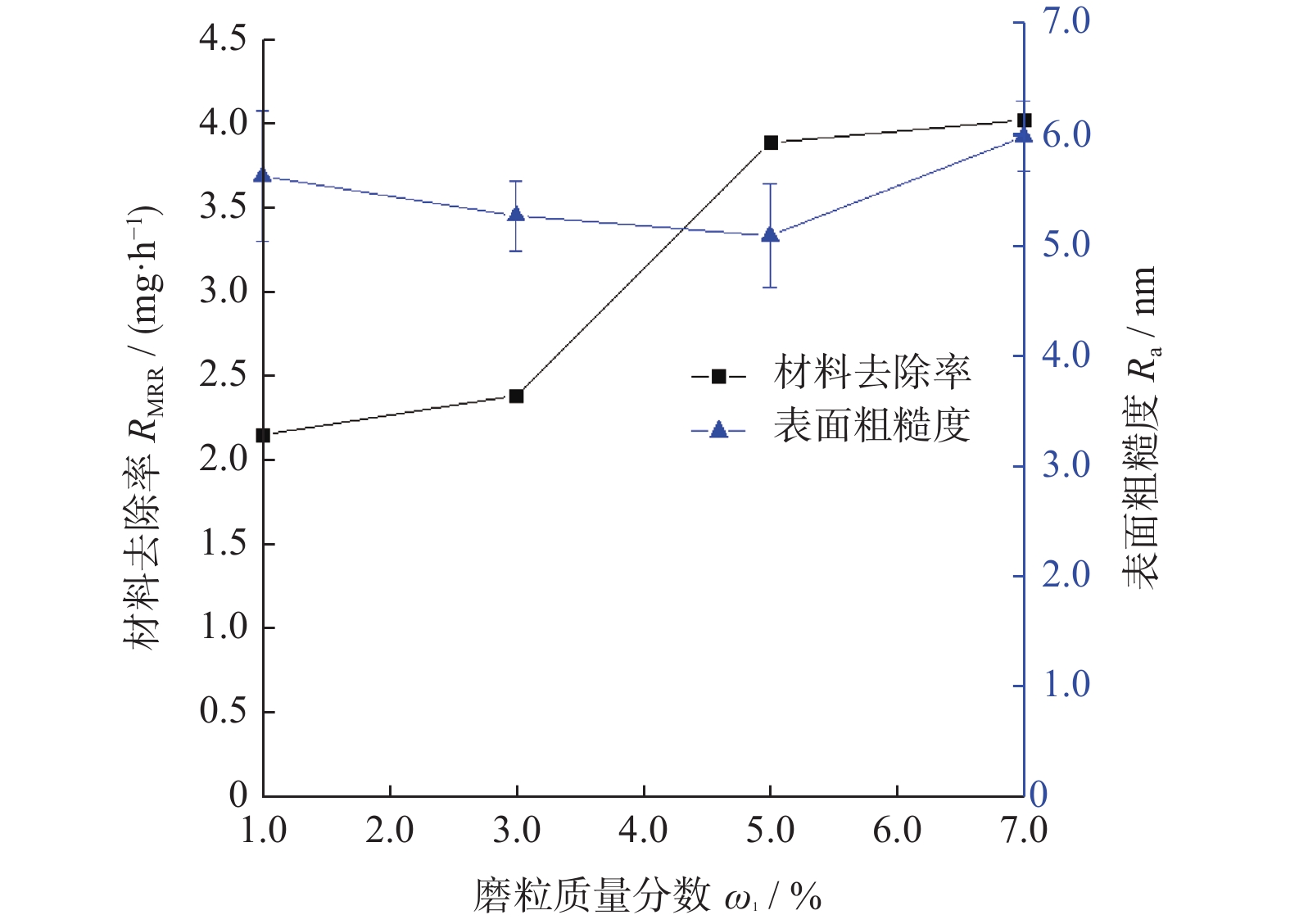
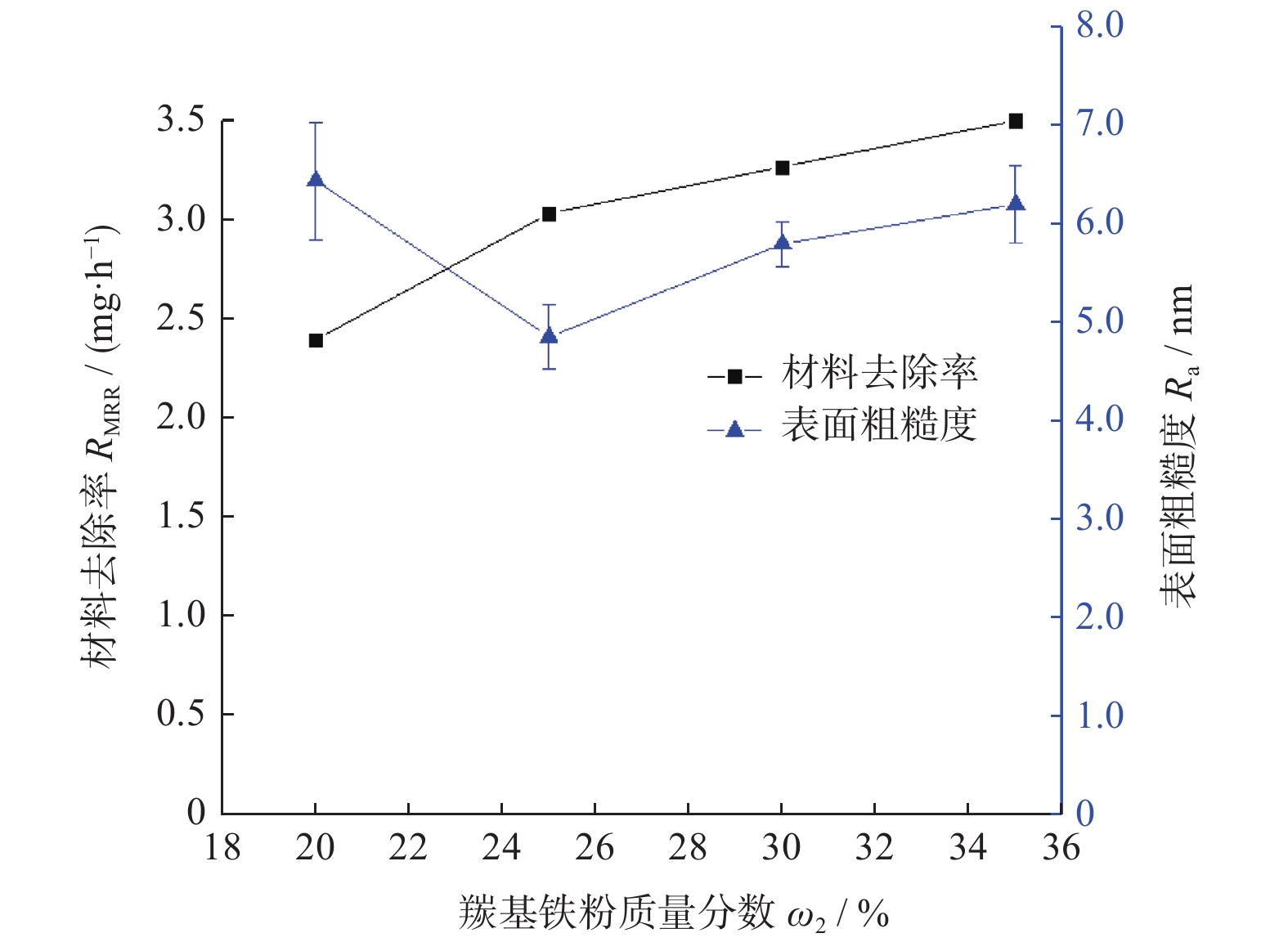
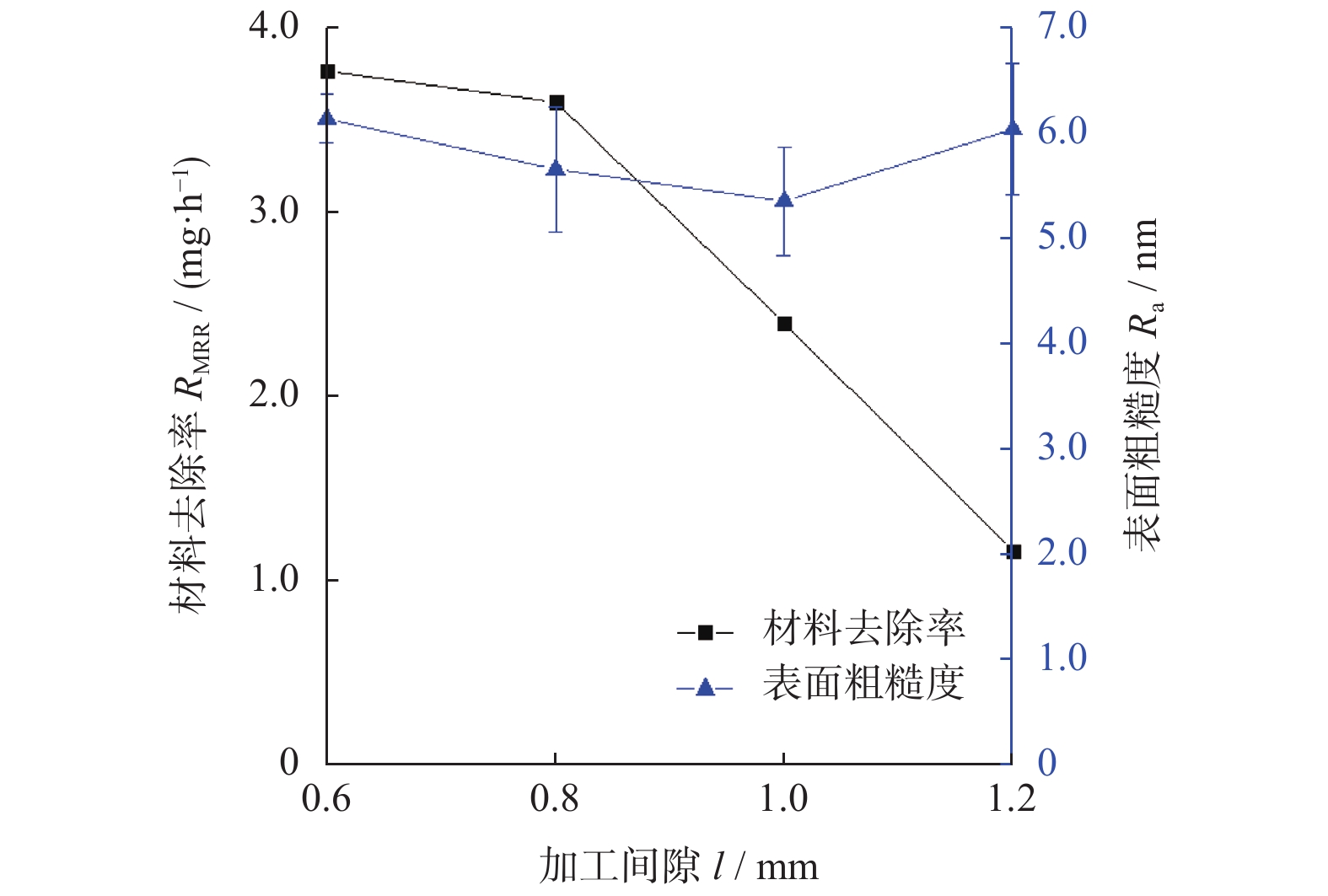
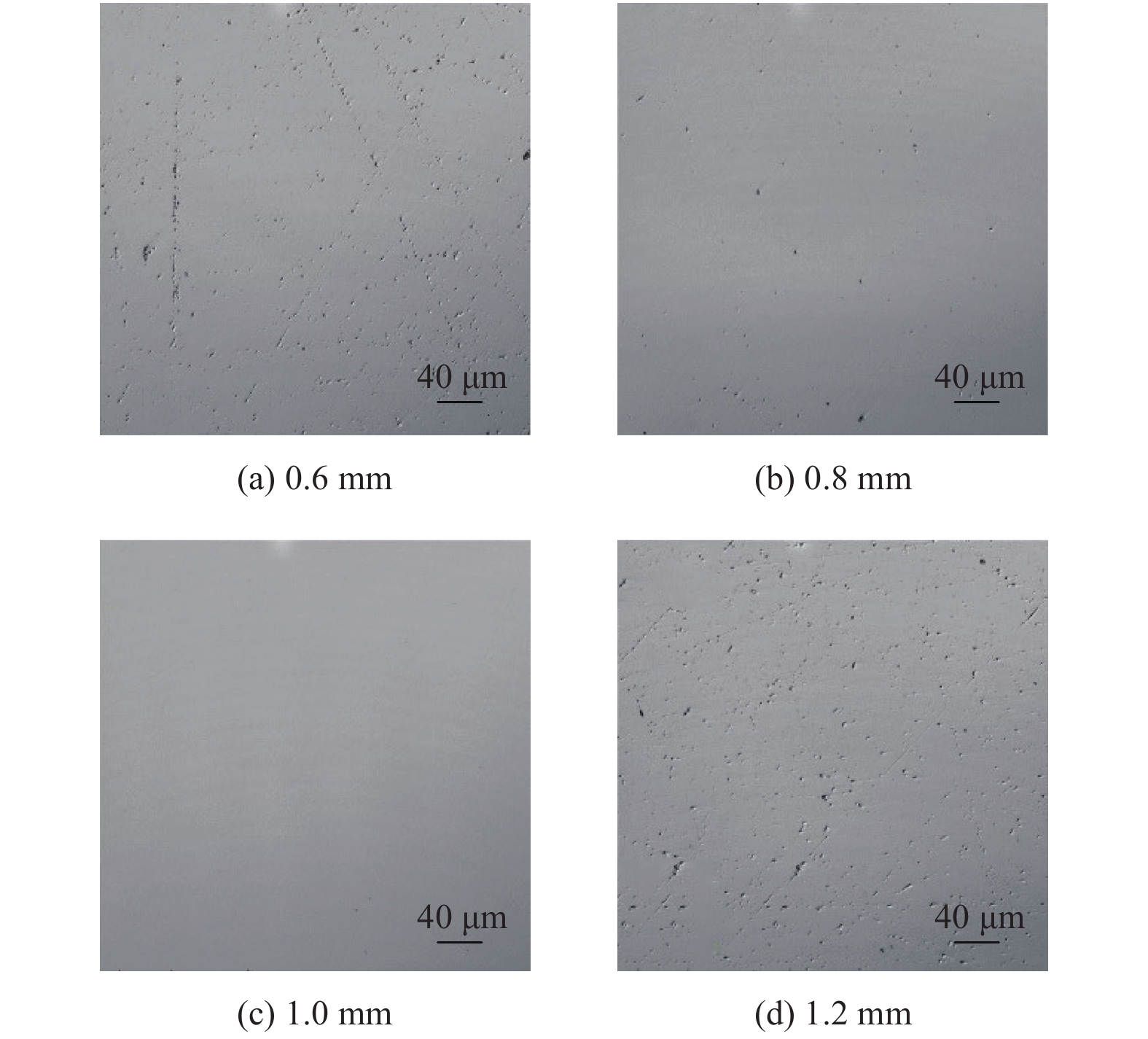
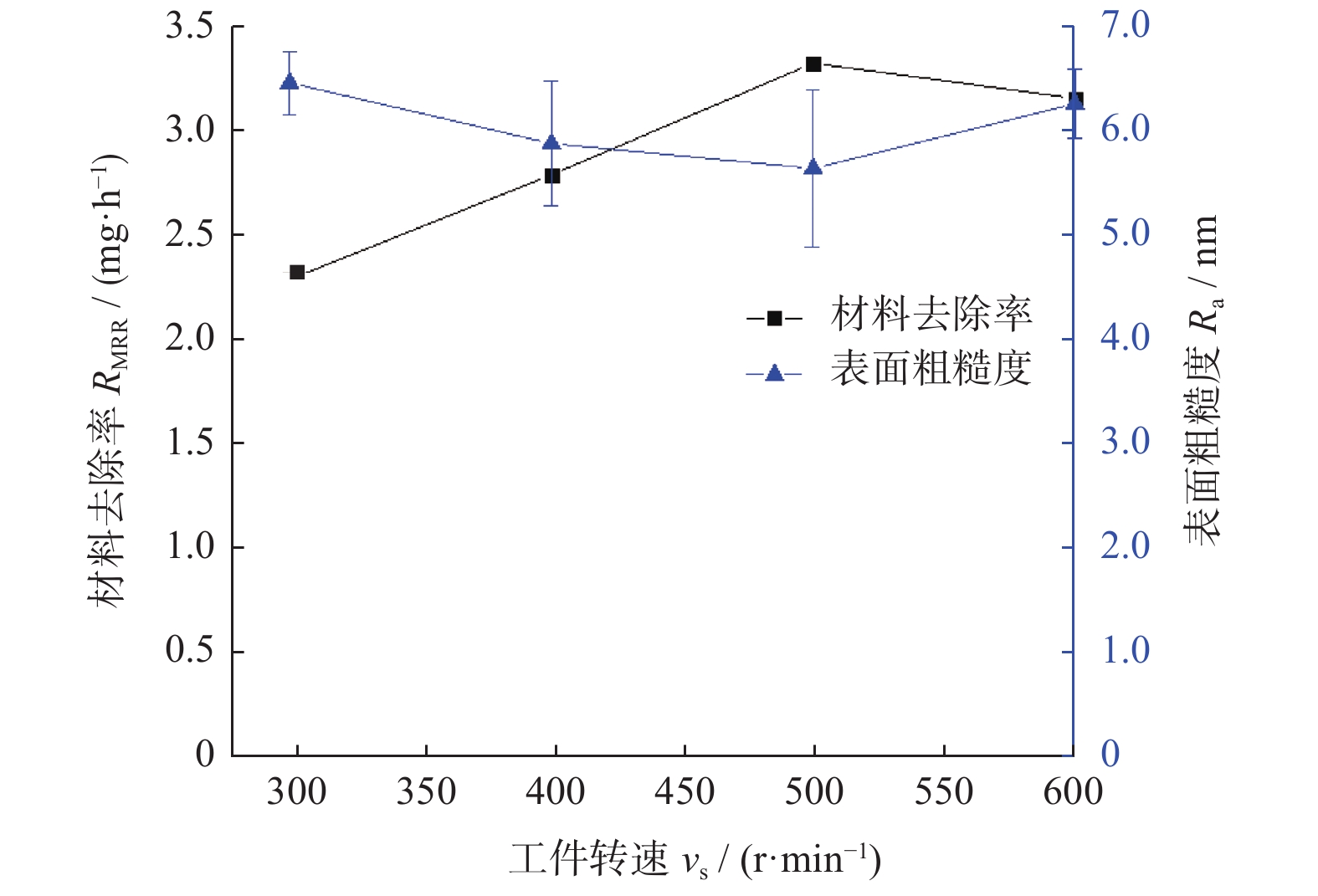
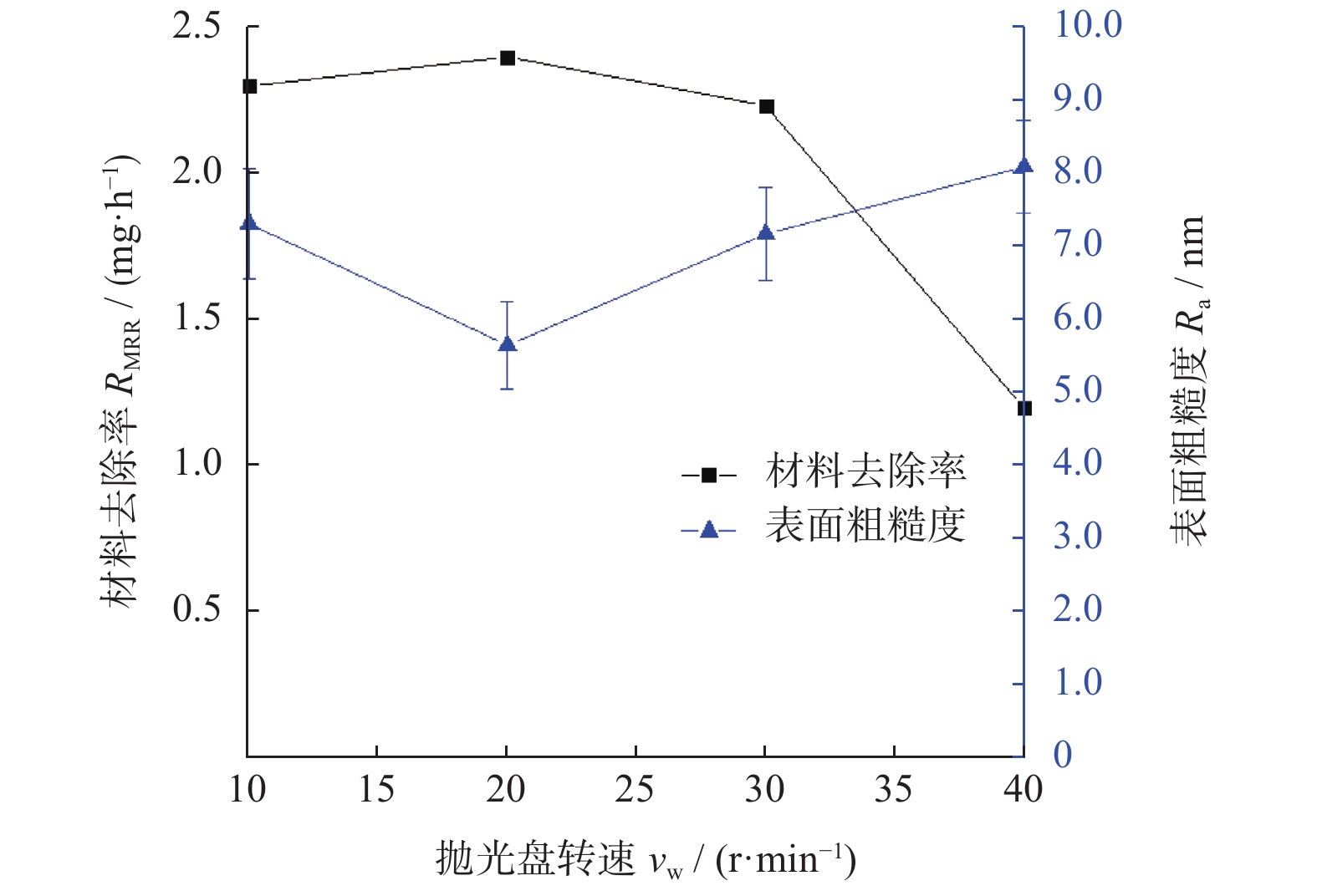
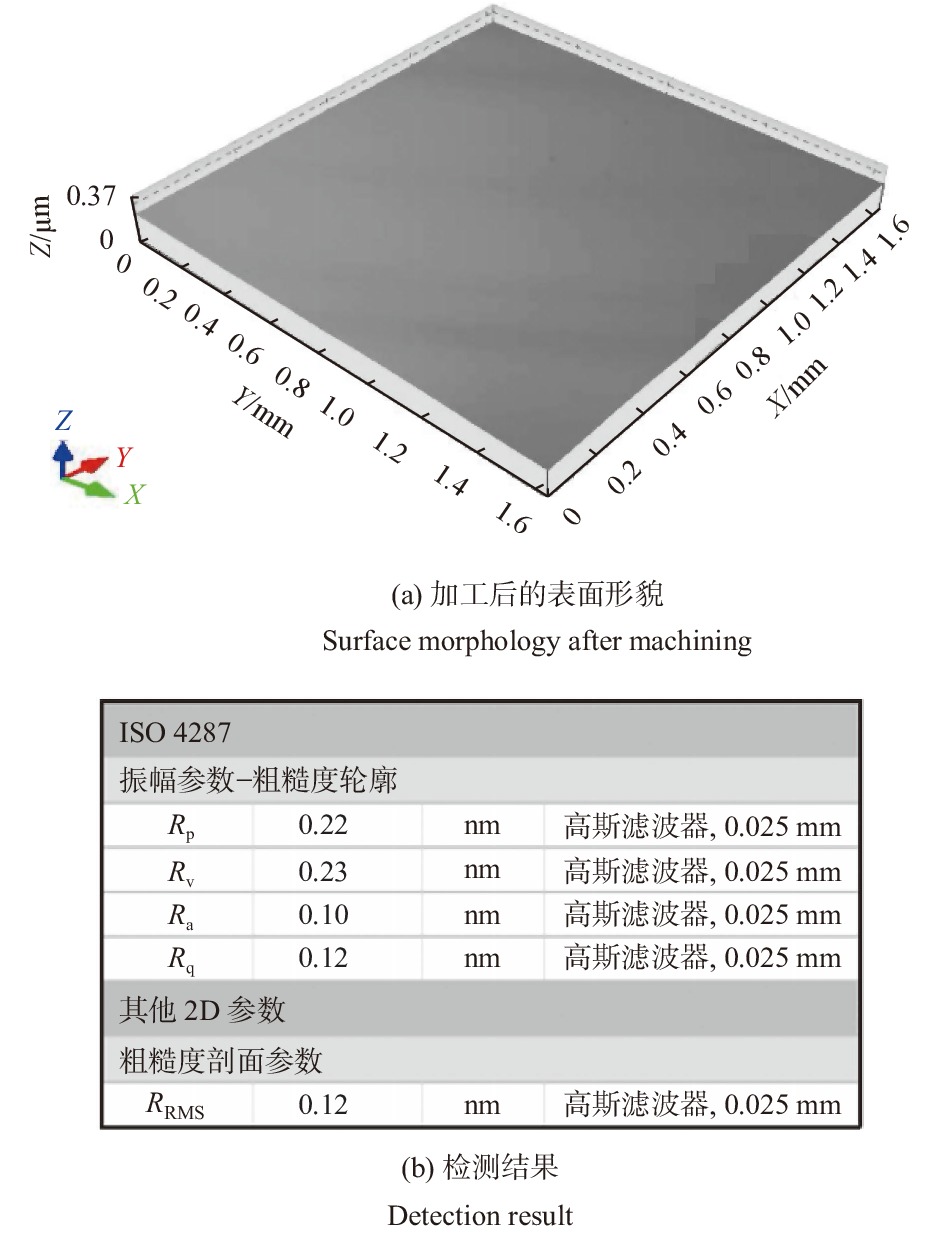
Based on the magnetorheological chemical composite polishing principle of Fenton reaction, the magnetorheological chemical composite polishing experiment was carried out on single crystal SiC substrate, and the influence of process parameters on the polishing effect was studied. The results show that with the increase of diamond particle size, material removal increases first and then decreases, while surface roughness decreases first and then increases. With the increase of abrasive mass fraction, material removal rate increases, and surface roughness decreases first and then increases. When the mass fraction of carbonyl iron powder increases, material removal rate increases, while surface roughness decreases first and then increases. With the increase of oxidant mass fraction, material removal increases first and then decreases, while the surface roughness decreases first and then increases. The influence of machining gap on material removal rate varies greatly. When machining gap is 1.0 mm, machined surface quality is better. With the increase of workpiece speed and polishing disc speed, the material removal rate first increases and then decreases, and the surface roughness first decreases and then increases. The optimized process parameters are as follows: the abrasive particle size is 1.0 μm, the mass fraction is 5%, the mass fraction of carbonyl iron powder is 25%, the mass fraction of hydrogen peroxide is 5%, the machining gap is 1.0 mm, the workpiece speed is 500 r/min, and the polishing disc speed is 20 r/min. The single crystal SiC with surface roughness of about 40.00 nm was processed with optimized process parameters to obtain a smooth surface with surface roughness of less than 0.10 nm.

 Abstract
Abstract HTML
HTML PDF 3892KB
PDF 3892KB Cited By
Cited By





































 Email Alerts
Email Alerts RSS
RSS