

Research status and prospect of additive manufacturing diamond tools
-
摘要: 随着金刚石工具朝着形状复杂化、结构精密化、性能高端化等方向发展,常规金刚石制造工艺受成形原理限制较难满足上述要求,亟须寻求新的金刚石工具制造工艺。增材制造是一项新兴的、降三维制造为二维制造的技术,近年来开始应用于复杂结构金刚石工具的制造。本文综述了激光选区熔化、激光选区烧结、立体光固化成形等目前主流增材制造工艺成形金刚石工具的研究进展,详细介绍了3种工艺的成形原理,重点阐述了不同工艺中金刚石与胎体材料的界面结合问题,简要对比了3种增材制造工艺成形金刚石工具的差异。最后,对未来增材制造金刚石工具的研究重点进行了展望。Abstract: In recent years, diamond tools are developing in new directions such as complex shape, precise structure and high-end performance. However, limited by the forming principle, it is difficult to meet the above requirements through conventional manufacturing processes. Therefore, there is an urgent need to seek new methods. As an emerging manufacturing technology, additive manufacturing technology has been applied to the manufacture of diamond tools with complex structures in recent years owing to its characteristics of turning three-dimensional manufacturing into two-dimensional manufacturing. This paper reviews the research progress of the current mainstream means to fabricate diamond tools through additive manufacturing processes, such as selective laser melting, selective laser sintering and stereo lithography appearance. The forming principles of the three methods are introduced in detail, focusing on the interface combination of diamond and matrix material under different processes. At the same time, the differences of the three additive manufacturing methods for forming diamond tools are briefly compared. Finally, the future research priorities are prospected and some suggestions are put forward.
-
Key words:
- additive manufacturing /
- diamond tools /
- matrix material /
- interface combination
-
金刚石工具广泛应用于矿产开发、地质钻探、石油钻采、建筑施工、机械加工、珠宝和光学玻璃加工、电子电器制造等领域[1]。因此,金刚石工具的制造与应用水平是评价一个国家工业生产水平的重要标准。目前,金刚石工具的制造方法主要有烧结、电镀和焊接等,这些制造方法经过长时间的研发已较为成熟,能够生产出常规的、满足较多应用场景的金刚石工具,且生产成本较低,占据市场主导地位。然而,随着应用领域对金刚石工具性能要求的不断提升,上述制造方法难以满足更高的要求,如复杂形状和精细结构的金刚石工具一体化成形、内嵌流道的精密结构成形、区域成分性能精确控制成形等,亟须寻求新的制造工艺。
近年来兴起的增材制造(additive manufacturing,AM)技术以数字模型为基础,以丝材、粉材、液材、片材等为成形材料,通过能量源逐层加工的方式来快速成形零件[2],将三维制造降为二维制造,使成形自由度大幅提高。AM技术现已广泛应用于航空航天、生物医疗、汽车、模具制造等领域,为形状复杂化、结构精密化、性能高端化的金刚石工具制造提供了新思路。
AM技术细分为多种工艺,目前应用于金刚石工具制造的AM工艺主要有激光选区熔化(selective laser melting,SLM)、激光选区烧结(selective laser sintering,SLS)和立体光固化成形(stereo lithography appearance,SLA)等。国内外学者以金属、陶瓷、树脂等作为胎体材料与金刚石颗粒复合,构成增材制造用材料体系。采用上述不同的AM工艺成形出砂轮、锯片、钻头等金刚石工具(如图1所示),针对性地解决了复杂结构工具成形、金刚石热损伤、内应力消除、材料强化、成分控制、新型材料结合等问题,并逐步尝试将其推向市场化应用。
 图 1 AM成形的金刚石工具(a)八面通孔砂轮Porous grinding wheel (b)Cu-Sn-Ti结合剂工作层Cu-Sn-Ti binder working layer (c)Ti6Al4V结合剂工作层Ti6Al4V binder working layer(d)栅格状砂轮Grid-shaped grinding wheel(e)Co-Cr-Mo结合剂砂轮 Co-Cr-Mo binder grinding wheel(f)尼龙填料结合剂砂轮Nylon filler binder grinding wheelFigure 1. Diamond tools formed by AM
图 1 AM成形的金刚石工具(a)八面通孔砂轮Porous grinding wheel (b)Cu-Sn-Ti结合剂工作层Cu-Sn-Ti binder working layer (c)Ti6Al4V结合剂工作层Ti6Al4V binder working layer(d)栅格状砂轮Grid-shaped grinding wheel(e)Co-Cr-Mo结合剂砂轮 Co-Cr-Mo binder grinding wheel(f)尼龙填料结合剂砂轮Nylon filler binder grinding wheelFigure 1. Diamond tools formed by AMSLM用典型材料(如铝合金、铜合金、钛合金等)与金刚石颗粒复合材料的增材制造已有相关研究,如TIAN等[3]以AlSi10Mg为胎体材料,采用SLM技术成形了具有八面体通孔的金刚石砂轮(图1a)。在减少材料损耗的同时保证了砂轮的机械性能,使砂轮使用过程中散热能力大幅提高,容屑能力增强,减小了砂轮的热损伤。GAN等[4]采用Cu-Sn-Ti合金材料与体积分数为25%的金刚石颗粒配成粉末体系,利用SLM技术成形了孕镶金刚石钻头工作层(图1b)。与同牌号烧结试样相比,SLM成形的工作层具有更好的耐磨性,胎体与金刚石的结合力更强。张俊涛[5]等采用Ti6Al4V作为胎体材料,利用SLM技术成形了孕镶金刚石工作层(图1c),金刚石颗粒分散相对均匀,镶嵌在胎体中,保持了金刚石颗粒的完整性,抗弯强度适中。
硬质脆性合金与金刚石颗粒复合材料的增材制造也开始了相关研究,如WU等[6]以Co-Cr-Mo球形合金粉末作为胎体材料,与体积分数为5%的金刚石微粉均匀混合,在合适的SLS成形工艺参数下,实现了栅格状金刚石钻头的成形(图1d)。这种钻头优化了切削齿工作面结构和切削轨迹,工作层可快速压入岩层,其抗压强度可达160 MPa,适用于破碎坚硬耐磨地层。张绍和等[7-8]选用CoCrMo合金粉末,通过SLS技术,制造出了超薄金刚石锯片(图1e)。该锯片厚度仅0.2 mm,摩擦磨损性能良好。
另外,非金属基体和金刚石颗粒复合材料的增材制造也有相关报道,如陈家泓等[9]采用尼龙、辅助填料和金刚石复合材料,通过SLS技术成形了一种内嵌冷却微流道的砂轮(图1f)。试验表明该砂轮可对玻璃、氧化铝陶瓷和硬质合金等硬脆材料进行有效磨削加工。
为了清晰阐述上述3种AM工艺成形金刚石工具的特点,以下将详细介绍各种成形工艺的原理和技术特点,重点论述3种工艺成形金刚石工具的关键问题。
1. SLM技术成形金刚石工具
SLM技术常用于金属基金刚石工具的成形。成形时,利用激光发生器发射并汇集高能激光束,为金属胎体粉末熔化提供瞬时能量,粉末熔化后冷却凝固并对其附近金刚石颗粒进行包覆,逐层叠加成形。
1.1 SLM成形过程
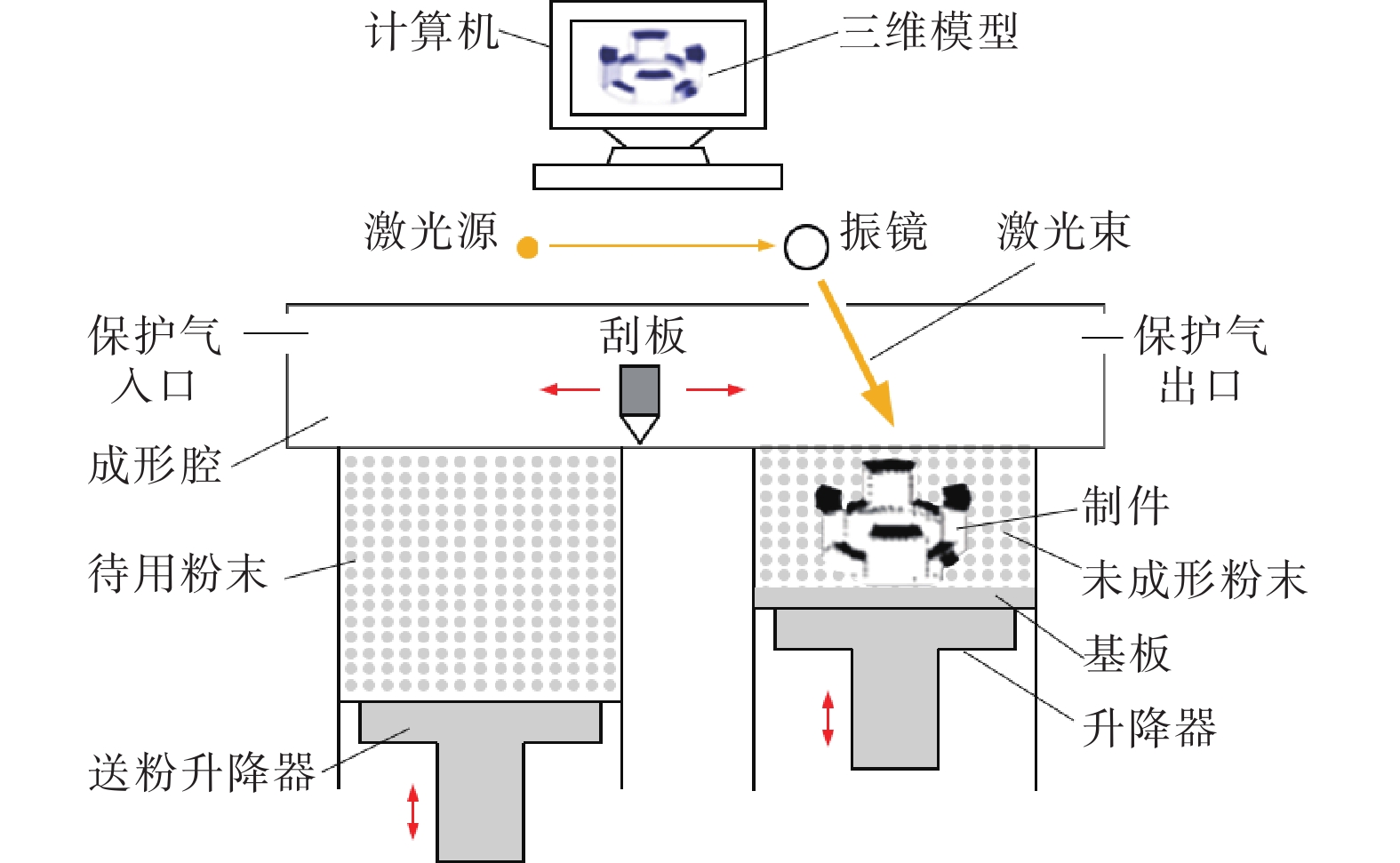
首先使用计算机软件对零件模型进行切片处理。随后向SLM设备成形腔内充入保护性气体(一般为氮气或氩气),使氧气的体积分数降低至0.02%以下,以避免材料在成形过程中发生氧化。然后将送粉缸上升到一定高度,待铺粉末在刮板的作用下均匀铺在成形腔的基板上,形成具有一定厚度的粉床层。成形时,通过振镜使高能激光束在成形平面上移动,粉末与激光相互作用后迅速熔化再冷却凝固形成当前层。依次逐层累加成形,最后获得三维制件。成形过程如图2所示。
1.2 SLM成形金刚石工具优势
SLM成形时激光扫描速率快,熔化后的粉末迅速冷却凝固,易形成细小晶粒和过饱和固溶体。因此,SLM工艺成形的胎体材料常涉及固溶强化、弥散强化、细晶强化等机制[10]。强化机制将大幅提升金属胎体材料的强度,增强其对金刚石颗粒的把持力。这将会有效提高金刚石工具的强度和性能。
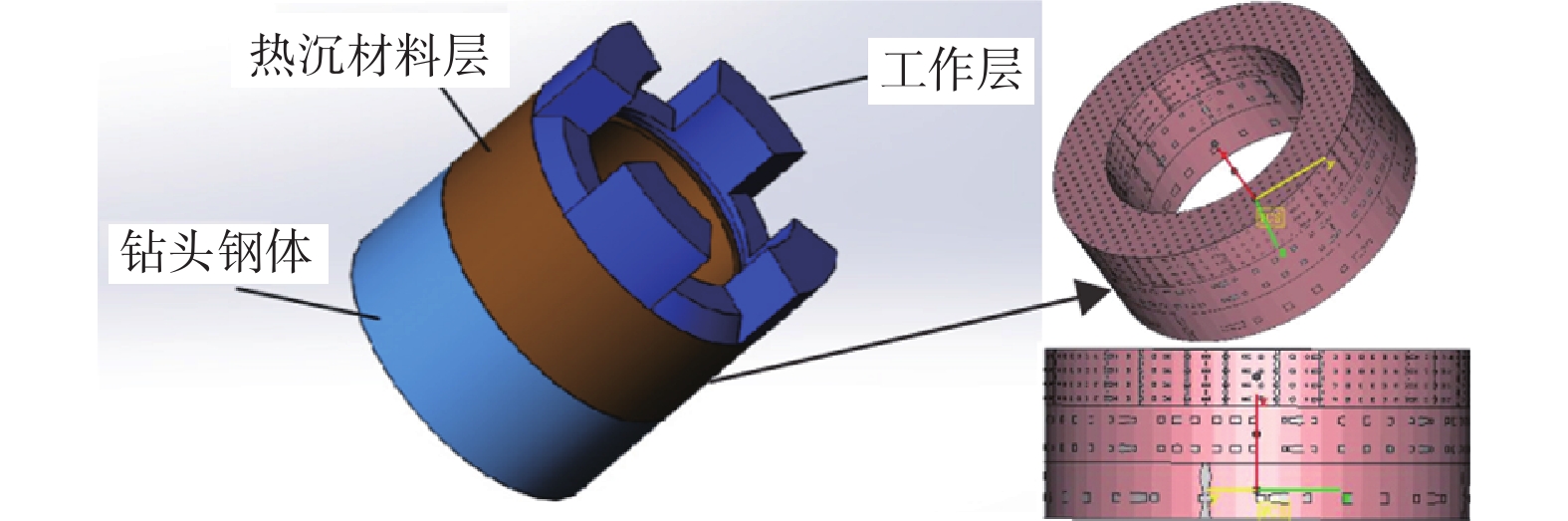
SLM技术除了可成形复杂结构的金刚石工具外,还可以成形多材料金刚石工具。如通过控制成形腔工作面上的粉末成分,可实现多材料金刚石工具的成形。周燕等[11]设计了一种基于SLM技术的热沉取心金刚石钻头,该钻头包含钻头钢体层(316不锈钢)、热沉材料层(W-Cu合金)和工作层(WC-Co和金刚石)。该多级金刚石钻头的热沉材料层有望吸收钻头工作层热量,预防井内发生烧钻事故,如图3所示。
1.3 SLM成形金刚石工具关键问题
金刚石与胎体材料均匀预制是SLM成形金刚石工具的关键问题之一。SLM成形用粉末的尺寸一般为15~53 μm。在此粒径范围的金刚石属于微粉级别,流动性和形状规整度难以保证,导致其在金属基胎体中均匀分布较为困难,易在成形时发生裂纹扩展、胎体对金刚石把持力不足及金刚石脱落等现象[12]。一般常采用的机械球磨方法较难实现金刚石在胎体材料中的均匀预制。而采用真空微蒸镀和化学镀双镀层工艺对金刚石表面进行金属化处理,再以喷雾造粒或射频等离子体球化技术处理金属化后的表面,有望实现制备粒度、金刚石含量可控的球形金刚石复合粉体,改造后的金刚石粉体在胎体材料内均匀分散较为容易。
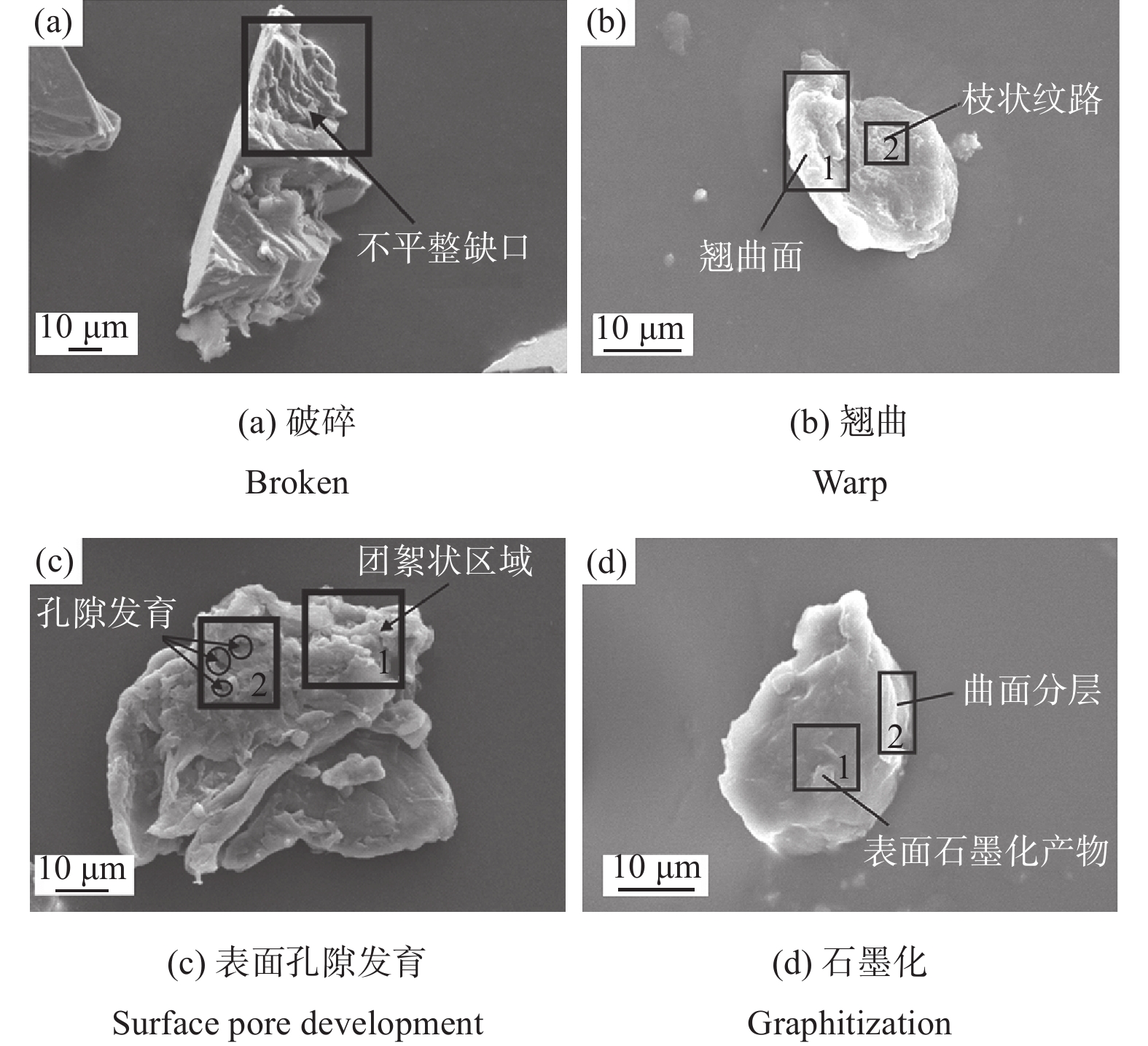
金刚石热损伤和石墨化同样是增材制造金刚石工具面临的关键问题。在SLM成形过程中,高强度激光束快速投射到金刚石表面,易引起金刚石热损伤甚至石墨化。段隆臣等对金刚石与激光相互作用后的表面形态开展了相关研究,认为激光对金刚石造成的热损伤主要表现为破碎、翘曲、孔隙发育以及石墨化,如图4所示。金刚石热损伤程度受SLM成形工艺参数影响。当激光扫描速率过慢,激光束在金刚石表面停留时间较长,金刚石容易破碎或翘曲。扫描区域能量聚集使局部温度急剧升高至1 700 ℃以上时,整个金刚石晶体迅速发生石墨化[13],石墨化后的金刚石结晶形态一般为隐晶质或致密块状结晶[14-16]。当激光扫描速率过快时,金刚石不易损伤[17],但激光与胎体材料作用时间较短,金属粉末飞溅现象明显,导致胎体材料成形质量较差,性能难以满足应用要求。
因此,SLM成形过程中需优化激光扫描速率、激光功率、扫描路径等工艺参数,以有效降低金刚石热损伤和石墨化。研究表明[18-19]将金刚石表面涂敷上金属镀层可有效保护金刚石,同时对成形后的金刚石工具进行热处理以减小残余应力,有利于金刚石与胎体材料的结合。
成形件易发育出裂纹是SLM成形金刚石工具的又一关键问题。金刚石颗粒的线膨胀系数低(约1.2 × 10−6 K−1)[20],与金属胎体材料的线膨胀系数差距过大,使金刚石成为金属结合剂基体中的“点缺陷”。在SLM成形时,胎体材料与金刚石变形不同步,材料内应力急剧增大,难以在短时间内释放,导致成形件易发育出裂纹。段隆臣等对Co-Cr-Mo金属基金刚石工具抗弯试样表面裂纹进行了表征,微裂纹缺陷一般在金刚石颗粒团聚区域附近出现,若干个微裂纹有时会联通形成肉眼可见的表面裂纹,使金刚石工具的强度急剧下降,如图5所示。使用改性后的金刚石有望减小不同材料间的形变差异,进而提高SLM成形金刚石工具的致密度和强度。
 图 5 Co-Cr-Mo金属基抗弯测试样裂纹发育情况Figure 5. Cracks development of Co-Cr-Mo metal-based bending test samples
图 5 Co-Cr-Mo金属基抗弯测试样裂纹发育情况Figure 5. Cracks development of Co-Cr-Mo metal-based bending test samples2. SLS技术成形金刚石工具
SLS技术可用于金属、高分子、陶瓷基金刚石工具的成形。加工时,借助激光束扫描选定区域使得材料烧结或熔融后与金刚石结合,逐层累加得到三维成形件。
2.1 SLS成形过程
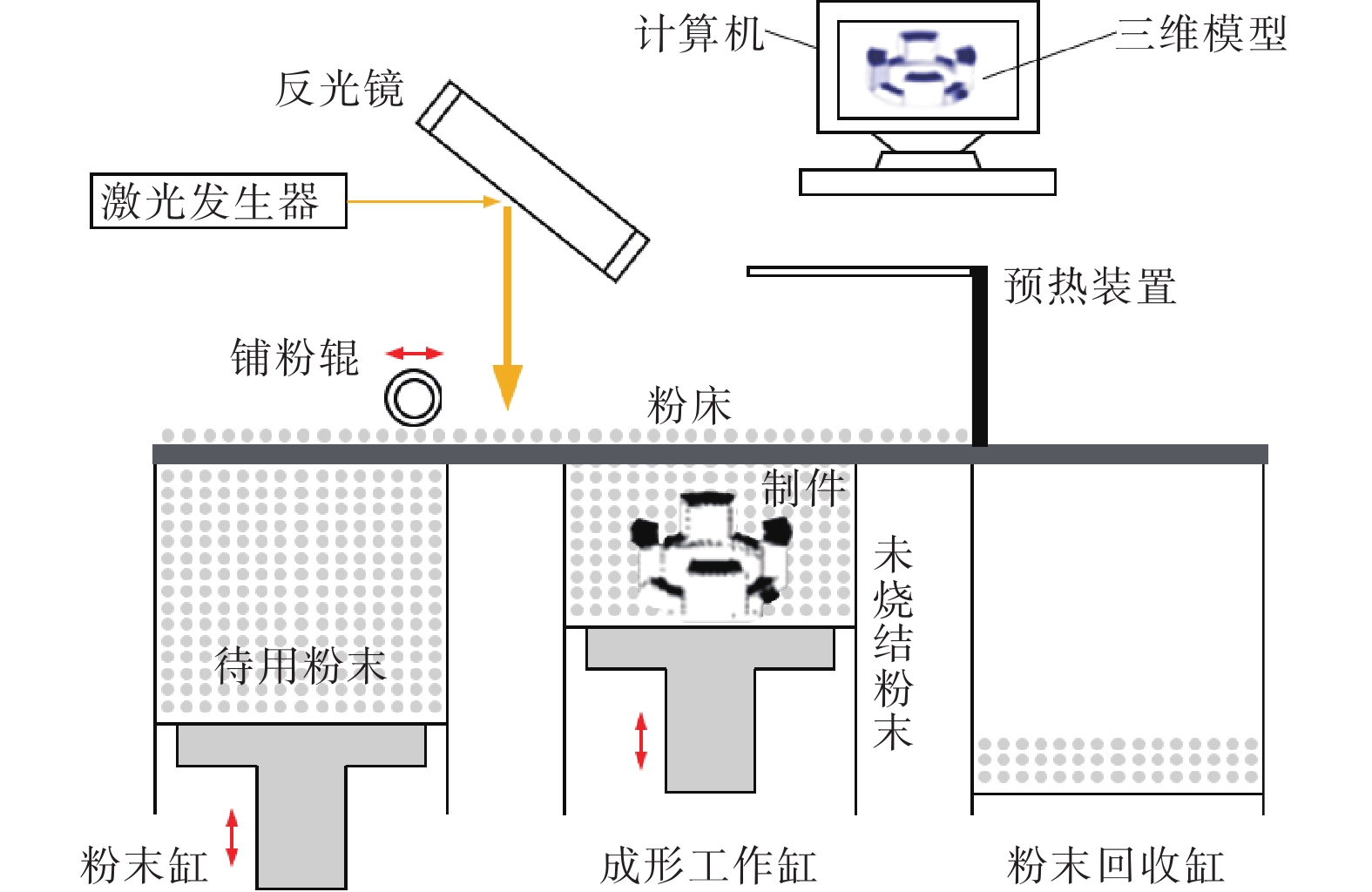
SLS成形过程与SLM类似。成形前,送粉活塞上升将粉末送至工作层,铺粉辊移动,在工作缸上均匀铺上一层粉末,工作台预热至稍低于粉末熔化温度,以减小热变形。计算机控制激光束的二维平面扫描轨迹,有选择地烧结粉末以形成零件的一层 [21]。如此循环往复,层层叠加,得到三维成形件,如图6所示。
2.2 SLS成形金刚石工具优势
SLS工艺铺粉时,铺粉辊滚动使送粉缸上升的粉末均匀填充工作缸下降层距后产生的空间,无需添加结构支撑。因此,SLS技术对金刚石工具的结构限制比较宽松,成形后无支撑结构后处理过程。对于疏松多孔、内嵌冷却微流道等金刚石工具的成形具有优势。
SLS采用半固态液相烧结机制且激光功率较低,可减轻金刚石热损伤程度、降低金刚石石墨化的风险[22]。对于胎体材料,粉末达到恰好低于其熔点或玻璃化转变温度,未完全熔化,可在小范围内扩散凝固,成形的金刚石工具受不同材料热膨胀系数的影响相对较小,在一定程度上可以降低成形材料积聚的热应力[23],不易形成明显的次生裂纹。
2.3 SLS技术成形金刚石工具关键问题
胎体材料的有效黏结是SLS成形金刚石工具的关键问题之一。当激光对烧结区域提供的能量不足时,胎体材料无法有效结合,使成形的工具对金刚石把持力低、力学性能差、表面粗糙度高[24]。当激光对烧结区域提供的能量过高时,易导致胎体材料温度突破其熔点,发生液相损失,增大了金刚石发生热损伤或石墨化的概率。因此,在SLS成形时,调整优化激光参数,在烧结时采用高温烧结获得复杂形状,后续浸渗处理可以增大胎体材料结合力,提高成形件的强度和硬度,减少质量缺陷,获得优异的性能。
残余粉末处理是SLS成形金刚石工具的另一关键问题。SLS成形时粉末温度接近其熔点,因此取出成形件前,还需采取清粉处理,避免烧结成块,以降低工具表面粗糙度。SLS成形用粉量较大、利用率低,因此常在成形设备中安装回收装置以收集未留在工作平面上的粉末。
3. SLA技术成形金刚石工具
SLA技术常用于光敏树脂基金刚石工具的成形。成形时,利用紫外光逐点、逐层扫描液态紫外光敏树脂材料,引发被辐射区域树脂发生连锁化学反应,形成线性、交联结构的高分子聚合物,树脂固化包裹住附近的金刚石颗粒,达到一定强度,通过逐层累积叠加,得到立体成形件。
3.1 SLA成形过程
SLA成形前需将光敏树脂与改性材料、金刚石混合,再向设备主液槽中一次性填充适量的混合液。在计算机控制下,紫外光沿加工平面逐点扫描,液态光敏树脂吸收一定能量后,发生聚合反应[25-26]。每个平面依次堆积,最终形成完整的成形件,如图7所示。
3.2 SLA技术成形优势
SLA成形用胎体材料为液态,且具有一定黏度,为金刚石微粒和改性材料的均匀混合提供了便利,因此成形精度较高。紫外激光的固化功率在10~200 mW之间,成形时对金刚石的热损伤极小。以树脂结合剂金刚石锯片(切割片)为例,其使用寿命较高[27]、崩边率低、成形精度高[28]、结合强度适中,可用于半导体硅片、光学玻璃的加工,有望解决我国单晶硅材料加工“卡脖子”问题[29]。
SLA设备不需要配置专用的冷却及保护气循环系统,设备成本较低。紫外激光功率小、能耗低,树脂固化速度较快,且液体胎体材料回收相对容易,材料利用率高,金刚石工具生产成本较低。SLA技术已经开始了树脂基金刚石工具小规模量产。
3.3 SLA成形金刚石工具关键问题
液相固化缺陷是SLA成形金刚石工具关键问题之一。SLA成形金刚石工具混合液中含有固液2种不同形态的材料,最终得到的成形件可能存在以下缺陷:因分层而引起的阶梯效应,因STL格式文件处理的三角面片化而可能造成的转角缺陷,因部分液相树脂未能固化造成的构件缺失。因此,一般需要对SLA成形的金刚石工具进行后处理,如可用细粉热熔塑料和乳胶调制成腻子予以填补。
固化强度低是SLA成形金刚石工具的另一关键问题。由于紫外激光功率较低以及液态树脂聚集成高分子时的收缩特性,若制得的金刚石工具强度、刚度、表面硬度等性能不满足要求,需再采用紫外灯照射的光固化方式或热固化方式对金刚石工具进行后固化处理。
SLM、SLS、SLA技术目前已开始用于复杂结构的金刚石工具的成形,综合成形原理及关键技术问题,不同技术表现出一定差异,如表1所示[30]。
表 1 不同AM工艺成形金刚石工具情况对比Table 1. Comparison of different AM processes成形工艺 常用胎体材料 材料成形方式 胎体与金刚石结合强度 金刚石热损伤及石墨化 生产成本 常用后处理方法 SLM 金属 熔化–凝固 强 严重 高 热处理 SLS 金属、陶瓷、高分子 半固态液相烧结 较强 较轻 中 清粉处理 SLA 光敏树脂 液态–固态 适中 轻微 低 后固化、缺陷处修补 4. 总结与展望
高性能金刚石工具设计与制造是深部钻探、精密切/磨削加工等重要工业领域的关键技术,目前国内外增材制造金刚石工具仍处于基础研究阶段,在增材制造用金刚石和胎体材料预制、金刚石热损伤及石墨化、金刚石和胎体材料高强结合等方面存在诸多挑战,未来可从以下方面重点突破:
(1)仿真分析用于金刚石工具结构设计。在增材制造金刚石工具之前,根据金刚石工具应用场景,采用计算机模拟仿真,对所设计的金刚石工具宏微观结构开展仿真分析,从而获得可成形的、性能优异的金刚石工具结构,如设计八面通孔结构、内置冷却微流道等。
(2)金刚石与胎体材料的高强结合。围绕增材制造工艺流程,可以重点优化2个方面,即成形材料体系优化(如胎体材料选择、金刚石体积浓度配比、胎体材料和金刚石预制等)和成形参数优化(如激光功率、激光扫描速率、铺粉层厚、扫描路径等)。同时建立金刚石与胎体材料结合理论和量化评价指标,指导增材制造金刚石工具成形。
(3)功能化金刚石工具增材制造。增材制造不仅可以成形复杂精细结构,还可以实现材料-结构-功能一体化成形,获得优异的性能,如形状记忆效应、超弹性、热响应、磁激发功能等。因此,未来可以开发如镍钛形状记忆合金卡簧钻头、压电陶瓷多级分层钻头等功能化金刚石工具,以实现停钻自动取心、根据地层情况量化钻头设计等,从而扩展金刚石工具应用领域。
-
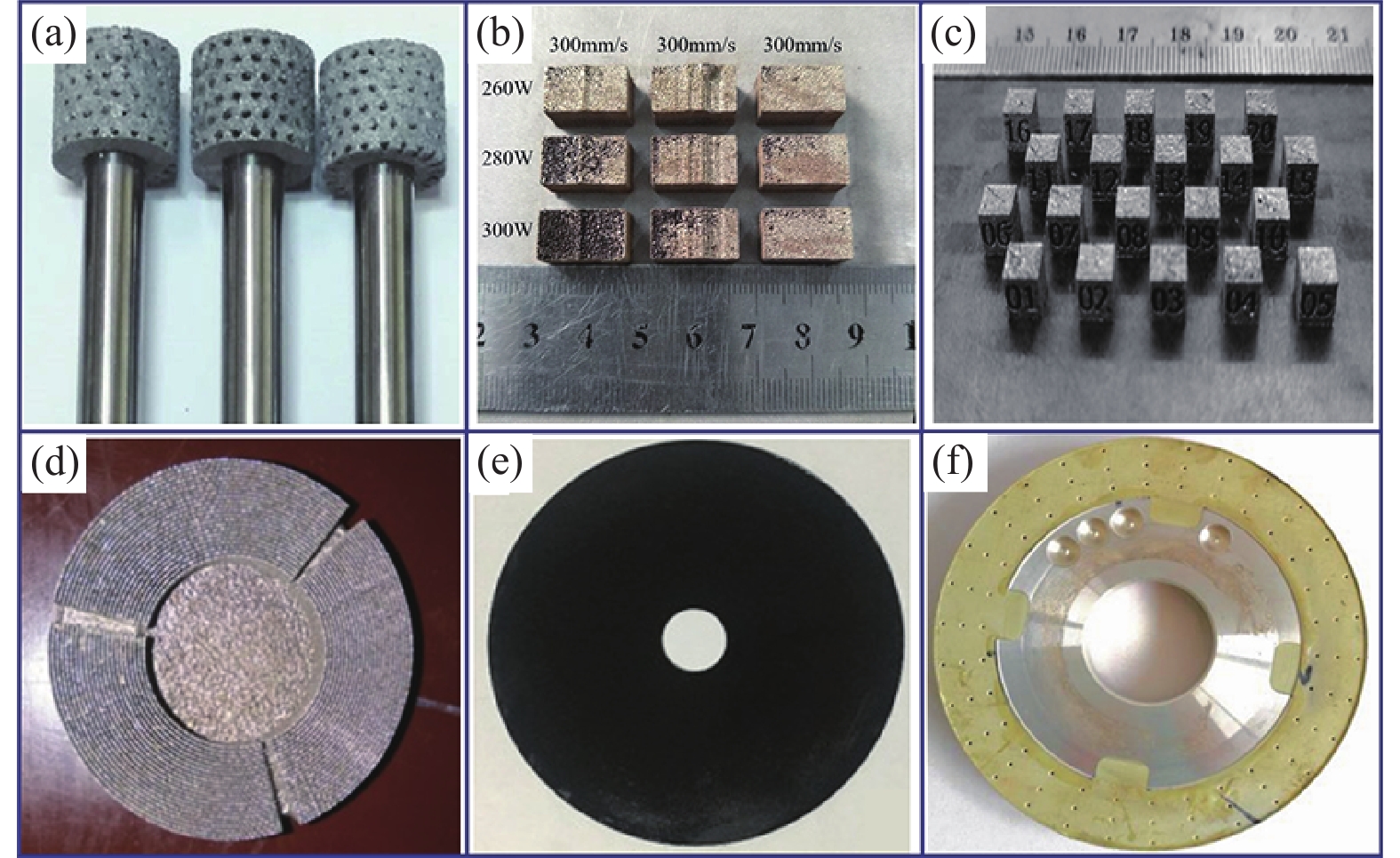
图 1 AM成形的金刚石工具
(a)八面通孔砂轮Porous grinding wheel (b)Cu-Sn-Ti结合剂工作层Cu-Sn-Ti binder working layer (c)Ti6Al4V结合剂工作层Ti6Al4V binder working layer(d)栅格状砂轮Grid-shaped grinding wheel(e)Co-Cr-Mo结合剂砂轮 Co-Cr-Mo binder grinding wheel(f)尼龙填料结合剂砂轮Nylon filler binder grinding wheel
Figure 1. Diamond tools formed by AM

图 5 Co-Cr-Mo金属基抗弯测试样裂纹发育情况
Figure 5. Cracks development of Co-Cr-Mo metal-based bending test samples
表 1 不同AM工艺成形金刚石工具情况对比
Table 1. Comparison of different AM processes
成形工艺 常用胎体材料 材料成形方式 胎体与金刚石结合强度 金刚石热损伤及石墨化 生产成本 常用后处理方法 SLM 金属 熔化–凝固 强 严重 高 热处理 SLS 金属、陶瓷、高分子 半固态液相烧结 较强 较轻 中 清粉处理 SLA 光敏树脂 液态–固态 适中 轻微 低 后固化、缺陷处修补  下载: 导出CSV
下载: 导出CSV
-
[1] 陈石林. 聚晶金刚石复合体界面及复合机理的研究 [D]. 长沙: 中南大学, 2004.CHEN Shilin. Study on interface and composite mechanism of polycrystalline diamond composite [D]. Changsha: Central South University, 2004. [2] 阎雄伟. 3D打印在复杂钣金试制焊接工装中的应用 [J]. 模具制造,2019,19(11):59-61.YAN Xiongwei. Application of 3D printing in complex sheet metal trial welding tooling [J]. Mold Manufacturing,2019,19(11):59-61. [3] TIAN C, LI X, ZHANG S, et al. Porous structure design and fabrication of metal-bonded diamond grinding wheel based on selective laser melting (SLM) [J]. The International Journal of Advanced Manufacturing Technology,2019,100(5/6/7/8):1451-1462. doi: 10.1007/s00170-018-2734-y [4] GAN J, GAO H, WEN S, et al. Simulation, forming process and mechanical property of Cu-Sn-Ti/diamond composites fabricated by selective laser melting [J]. International Journal of Refractory Metals and Hard Materials,2020,87:105144. doi: 10.1016/j.ijrmhm.2019.105144 [5] 张俊涛, 黄淼俊, 胡子健, 等. 选区激光熔化制备金刚石/TC4复合材料的成型工艺及性能分析 [J]. 机电信息,2021(15):4-5. doi: 10.3969/j.issn.1671-0797.2021.15.002ZHANG Juntao, HUANG Miaojun, HU Zijian, et al. Forming process and performance analysis of diamond /TC4 composites prepared by selective laser melting [J]. Mechanical and Electrical Information,2021(15):4-5. doi: 10.3969/j.issn.1671-0797.2021.15.002 [6] WU J, ZHANG S, QU F, et al. Matrix material for a new 3D-printed diamond-impregnated bit with grid-shaped matrix [J]. International Journal of Refractory Metals and Hard Materials,2019,82:199-207. doi: 10.1016/j.ijrmhm.2019.04.017 [7] 张绍和, 苏舟, 刘磊磊, 等. SLS和FDMS制造超薄金刚石锯片对比研究 [J]. 金刚石与磨料磨具工程,2022,41(1):38-43. doi: 10.13394/j.cnki.jgszz.2021.1.0007ZHANG Shaohe, SU Zhou, LIU Leilei, et al. Comparative study on ultra-thin diamond saw blades made by SLS and FDMS [J]. Diamond & Abrasives Engineering,2022,41(1):38-43. doi: 10.13394/j.cnki.jgszz.2021.1.0007 [8] WU J, ZHANG S, LIU L, et al. Rock breaking characteristics of a 3D printing grid-matrix impregnated diamond bit [J]. International Journal of Refractory Metals and Hard Materials,2020,89:105212. doi: 10.1016/j.ijrmhm.2020.105212 [9] 陈家泓, 张凤林, 许琼生, 等. 选区激光烧结3D打印树脂结合剂金刚石砂轮初探 [J]. 超硬材料工程,2018,30(4):1-5. doi: 10.3969/j.issn.1673-1433.2018.04.001CHEN Jiahong, ZHANG Fenglin, XU Qiongsheng, et al. Research on fabrication of resin bond diamond grinding wheel using selective laser sintering technology [J]. Superhard Material Engineering,2018,30(4):1-5. doi: 10.3969/j.issn.1673-1433.2018.04.001 [10] CEPEDA-JIMÉNEZ C M, MOLINA- ALDAREGUIA J M, PÉREZ-PRADO M T. Effect of grain size on slip activity in pure magnesium polycrystals [J]. Acta Materialia,2015,84:443-456. doi: 10.1016/j.actamat.2014.10.001 [11] 周燕, 甘杰, 段隆臣, 等. 一种基于3D打印的热沉取心金刚石钻头及其制备方法: CN110344768A [P]. 2019-10-18.ZHOU Yan, GAN Jie, DUAN Longchen, et al. A heat sink coring diamond bit based on 3D printing and its preparation method: CN110344768A [P]. 2019-10-18. [12] YANG Z, HU J, LI K, et al. 3D Printing of diamond tools for dental ceramics processing [J]. Advanced Engineering Materials,2017,20(3):1700747. doi: 10.1002/adem.201700747 [13] 傅凤理, 戚晓红. 人造金刚石热性能分析 [J]. 磨料磨具与磨削,1994(3):10-13.FU Fengli, QI Xiaohong. Analysis of thermal properties of synthetic diamond [J]. Abrasives and Grinding,1994(3):10-13. [14] 苏振华, 刘刚, 代兵, 等. 选区激光熔化制备金刚石/铝复合材料的缺陷研究 [J]. 金刚石与磨料磨具工程,2020,40(3):46-51. doi: 10.13394/j.cnki.jgszz.2020.3.0007SU Zhenhua, LIU Gang, DAI Bing, et al. Study on defects of diamond/aluminum composites prepared by selective laser melting [J]. Diamond & Abrasives Engineering,2020,40(3):46-51. doi: 10.13394/j.cnki.jgszz.2020.3.0007 [15] 王丽莉, 万强, 胡文军, 等. 金刚石与石墨局域态密度和能带结构的第一原理分析 [J]. 计算机与应用化学,2010,27(6):735-738. doi: 10.3969/j.issn.1001-4160.2010.06.005WANG Lili, WAN Qiang, HU Wenjun, et al. The local states density and band structure of diamond and graphite studied by first principles molecular dynamics [J]. Computers and Applied Chemistry,2010,27(6):735-738. doi: 10.3969/j.issn.1001-4160.2010.06.005 [16] 高峰, 贾晓鹏, 王琰弟, 等. 人工合成的400目细颗粒金刚石与破碎料的热稳定性比较 [J]. 金刚石与磨料磨具工程,2008(3):1-4. doi: 10.3969/j.issn.1006-852X.2008.03.001GAO Feng, JIA Xiaopeng, WANG Yandi, et al. Comparison of thermal stability of synthetic and milled diamonds with grain size of 400 mesh [J]. Diamond & Abrasives Engineering,2008(3):1-4. doi: 10.3969/j.issn.1006-852X.2008.03.001 [17] SPIERINGS A B, LEINENBACH C, KENEL C, et al. Processing of metal-diamond-composites using selective laser melting [J]. Rapid Prototyping Journal,2014,21(2):130-136. doi: 10.1108/RPJ-11-2014-0156 [18] 柯明月. 金刚石颗粒表面镀覆铬包覆层的研究 [D]. 广州: 广东工业大学, 2013.KE Mingyue. Study on chromium coating on diamond particles [D]. Guangzhou: Guangdong University of Technology, 2013. [19] 郭晓光, 刘涛, 翟昌恒, 等. 过渡金属作用下的金刚石石墨化机理研究 [J]. 机械工程学报,2016,52(20):23-29. doi: 10.3901/JME.2016.20.023GUO Xiaoguang, LIU Tao, ZHAI Changheng, et al. Study on the mechanism of diamond graphite with the action of transition metals [J]. Journal of Mechanical Engineering,2016,52(20):23-29. doi: 10.3901/JME.2016.20.023 [20] XIE Z, GUO H, ZHANG Z, et al. Thermal expansion behaviour and dimensional stability of diamond/Cu composites with different diamond content [J]. Journal of Alloys and Compounds,2019,797:122-130. doi: 10.1016/j.jallcom.2019.05.077 [21] 陈振华. 现代粉末冶金技术 [M]. 第2版. 北京: 化学工业出版社, 2013.CHEN Zhenhua. Modern powder metallurgy technology [M]. 2nd ed. Beijing: Chemical Industry Press, 2013. [22] 张俊涛. 金刚石颗粒增强工具材料3D打印研究 [D]. 广州: 广东工业大学.ZHANG Juntao. Research on 3D printing of diamond particle reinforced tool materials [D]. Guangzhou: Guangdong University of Technology. [23] 顾冬冬, 沈以赴. 基于选区激光熔化的金属零件快速成形现状与技术展望 [J]. 航空制造技术,2012(8):32-37. doi: 10.3969/j.issn.1671-833X.2012.08.003GU Dongdong, SHEN Yifu. Research status and technical prospect of rapid manufacturing of metallic part by selective laser melting [J]. Aeronautical Manufacturing Technology,2012(8):32-37. doi: 10.3969/j.issn.1671-833X.2012.08.003 [24] 李鹏, 熊惟皓. 选择性激光烧结的原理及应用 [J]. 材料导报,2002,16(6):56-58. doi: 10.3321/j.issn:1005-023X.2002.06.016LI Peng, XIONG Weihao. Principles and applications of selective laser sintering [J]. Materials Reports,2002,16(6):56-58. doi: 10.3321/j.issn:1005-023X.2002.06.016 [25] 闫春泽. 高分子材料3D打印成形原理与实验 [M]. 武汉: 华中科技大学出版社, 2019.YAN Chunze. Principle and experiment of 3D printing forming of polymer materials [M]. Wuhan: Huazhong University of science and Technology Press, 2019. [26] ZAKERI S, VIPPOLA M, LEVNEN E. A comprehensive review of the photopolymerization of ceramic resins used in stereolithography [J]. Additive Manufacturing,2020,35:101177. doi: 10.1016/j.addma.2020.101177 [27] 刘洪成, 王琦, 王珏, 等. 金刚石工具结合剂的研究进展 [J]. 广州化工,2017,45(14):40-41. 44. doi: 10.3969/j.issn.1001-9677.2017.14.015LIU Hongcheng, WANG Qi, WANG Yu, et al. Research progress on diamond tool binders [J]. Guangzhou Chemical Industry,2017,45(14):40-41. 44. doi: 10.3969/j.issn.1001-9677.2017.14.015 [28] BORRELLO J, NASSER P, LATRIDIS J C, et al. 3D printing a mechanically-tunable acrylate resin on a commercial DLP-SLA printer [J]. Additive Manufacturing,2018,23:374-380. doi: 10.1016/j.addma.2018.08.019 [29] 高涛. 光固化树脂结合剂磨具的关键技术研究 [D]. 杭州: 浙江工业大学, 2007.GAO Tao. Research on key technology of light curing resin bonded abrasive tools [D]. Hangzhou: Zhejiang University of Technology, 2007. [30] 张云鹤, 黄景銮, 宋运运, 等. 3D打印金刚石工具的研究进展 [J]. 金刚石与磨料磨具工程,2021,41(3):40-47. doi: 10.13394/j.cnki.jgszz.2021.3.0006ZHANG Yunhe, HUANG Jingluan, SONG Yunyun, et al. Research progress of 3D printing diamond tools [J]. Diamond & Abrasives Engineering,2021,41(3):40-47. doi: 10.13394/j.cnki.jgszz.2021.3.0006 期刊类型引用(4)
1. 杜全斌,王蕾,赵伟伟,董光,李昂,方占江,闵志宇,李莹. 激光增材制造金刚石工具的研究现状与展望. 金属加工(热加工). 2025(03): 17-29 .  百度学术
百度学术2. 段隆臣,孙武成,王志明,谭松成,高辉,方小红. 孕镶金刚石钻头磨损研究现状与发展趋势. 地质科技通报. 2024(03): 200-217 . 百度学术3. 魏瑛康,李嘉旭,王岩,王建勇,张亮亮,武玺旺,刘世锋. 增材制造技术在金刚石工具制备中的应用研究进展. 粉末冶金技术. 2024(06): 652-664+673 . 百度学术4. 陈兆奇,韩平,夏学锋,王照,吴坦洋. 3D打印超硬磨粒工具研究与展望. 超硬材料工程. 2023(01): 48-55 . 百度学术其他类型引用(2)
-


 下载:
下载:







 百度学术
百度学术 点击查看大图
点击查看大图
计量
- 文章访问数: 2171
- HTML全文浏览量: 775
- PDF下载量: 240
- 被引次数: 6
 邮件订阅
邮件订阅 RSS
RSS
