

Research on grinding of biological tissue
-
摘要: 生物组织的磨削加工本质上是通过细小磨粒对软硬组织进行少量多次去除,保证操作的精细度和安全性。磨削加工是一种能量密集型的加工方式,加工过程中会产生较高的磨削热和磨削力并直接作用于人体,有可能造成周围组织损伤,影响手术效果。介绍了骨组织磨削、皮肤磨削、齿科磨削和血管钙化组织磨削等生物组织的固结磨料加工的研究情况,并提出后期研究主要方向。Abstract: Grinding of biological tissue is essentially using fine abrasive grains to remove soft and hard tissues in a small amount and multiple times to ensure the precision and safety of the operation. However, as an energy-intensive processing method, grinding may produce excessive heat and force during processing, which will directly act on the human body, causing damages to surrounding tissues and affecting the effect of surgery. This paper introduces the research of consolidation abrasive processing of biological tissues such as bone tissue grinding, skin grinding, dental grinding and vascular calcification tissue grinding. In the end, main directions for further developing are put forward.
-
Key words:
- biological tissue /
- grinding /
- grinding heat /
- grinding force
-
磨削加工是现代制造领域中实现精密与超精密加工最有效的工艺技术之一,在加工硬度较大的材料时具有不可替代的优势。随着高速、精密磨削技术的不断进步以及磨削加工理论的快速发展,磨削加工技术凭借低冲击、高精度的加工特点,逐步被应用到生物组织加工当中。从机械加工的角度来说,生物组织的磨削加工主要是利用高速旋转中磨头上的细小磨粒对软硬组织进行少量、多次去除,达到对组织修整或者去除的目的。根据作用组织的不同,有骨组织磨削、皮肤磨削、牙科磨削和血管钙化组织磨削等,常用的磨削工具包括金刚石线锯、金刚石磨头、金刚石车针和血管钙化组织旋磨头,如表1所示。
表 1 生物组织的磨削加工Table 1. Grinding in medical operation骨组织磨削 皮肤磨削 牙科磨削 血管钙化组织磨削 







金刚石线锯、磨钻 金刚石磨头 金刚石车针 血管钙化组织旋磨头 磨削加工是一种能量密集型的加工方式,加工过程伴随着热和力的产生。这些能量将直接作用于人体并对人体产生影响。同时,生物组织的磨削加工也是一个复杂的过程,其磨削质量的好坏关系到手术效果和术后的康复。因此,针对不同作用组织的磨削加工技术逐渐受到临床医生及工程学的重视,越来越多的学者对生物组织的磨削加工技术开展研究,为减少手术并发症和提高手术安全性提供支持[1-3]。
1. 骨组织磨削
1.1 神经外科骨磨
骨磨削是神经外科手术中的重要环节。在脑肿瘤切除手术中,神经外科医生以鼻内窥镜扩张入路,采用高速旋转(转速> 50 000 r/min)的微型磨头对视神经、海绵窦和三叉神经分支周围的骨质进行磨除,以充分暴露颅底区肿瘤的位置[4]。相比于其他磨削方式,骨磨削是一种能量密集的操作过程,大部分的磨削功率都转化成了热量,这些热量从磨削区域传递到骨组织内部、磨头和骨屑中。神经组织对高温特别敏感。一般认为热损伤开始的临界温度为43 ℃,过高的温度会损伤周围的神经组织,可能导致失明、面部肌肉失去控制,或因血液凝固而导致中风。另外,神经外科骨磨的磨削力过大或者过小都不能达到理想的手术效果。
预测磨削区域的磨削温度和磨削力将有利于神经外科医生开展手术[5]。SHIH等[6]指出磨削过程中引起的热量可能会使手术区域周围的神经组织温度升至50 ℃。TAI等[7]提出了一种利用电机PWM信号对颅底神经外科手术中骨磨削温升预测的方法,通过该方法预测的热量和温度与试验测量值相比,误差小于20%。WANG等[8]建立了基于二维磨削理论的热模型来计算神经外科骨磨削过程中的温度分布,利用试验数据结合反传热方法对热通量分布进行了数学估计,结果证实热通量随时间几乎不变,而在空间分布上沿磨头横移方向呈近似三角形分布。YANG等[9]通过搭建多自由度颅骨外科磨削试验平台,能够准确测量其磨削温度和磨削力。
目前,大部分研究采用试验和数值模拟相结合的方法研究神经外科骨磨过程中的产热及温度变化问题。ZHANG等[10]在牛皮质骨上进行热电偶埋入磨削试验,结果显示:磨头和骨接触区域温度超过200 ℃,在干磨的条件下,接触区域周围3 mm范围内都可能造成热损伤。SHAKOURI等[11]通过红外热像仪研究磨削过程中的温度变化,结果表明:高的磨头转速会导致摩擦产热的增加,使60%~90%的磨削能量迅速传递进入骨组织,导致其温度迅速上升,造成神经坏死。
磨削工艺参数将直接影响磨削过程中的磨削力和磨削热,BABBAR等[12]研究了磨削转速、进给速度和磨削深度3个工艺参数对磨削过程中产生的切向力、推力和扭矩的影响,研究结果表明:随着转速的增加,切向力和扭矩呈减小趋势,而进给深度和磨削深度的增加导致上述3个力的增大。ZHANG等[13]利用温度传感器和力传感器,研究磨削工艺参数(包括磨削深度、进给速度和主轴转速)对神经外科骨磨削性能的影响,以优化磨削工艺,研究结果表明:磨削深度对磨削温度和法向力的影响最大,而主轴转速对切向力的影响最大。主轴转速高会使温度升高到一定程度,但是显著降低了磨削力。在一定的主轴转速下,降低磨削深度和进给速度有利于降低磨削温度和磨削力。
通过在磨削过程中加入冷却剂、能场辅助以及研制新型砂轮等手段,可有效抑制神经外科骨磨削过程中温度的上升。目前,有效的冷却方式有盐水冲洗、低温喷雾和纳米粒子射流喷雾[14]。 ZHANG等[15]发现,相比于液滴冷却,低温喷雾反向磨削能够加强磨削区的换热强度,抑制磨削热损伤,并改善手术区域的能见度,如图1所示。
 图 1 神经外科骨磨冷却对比试验Figure 1. Comparative experiment of bone grinding cooling in neurosurgery
图 1 神经外科骨磨冷却对比试验Figure 1. Comparative experiment of bone grinding cooling in neurosurgeryYANG等[16]对比了干磨削、滴流冷却、喷雾冷却和纳米粒子射流喷雾冷却等4种不同条件下的微磨削温度场,结果表明:纳米粒子冷却效果最好。此外,接触区的纳米颗粒在高温高压下熔化或者烧结形成连续的填料,与摩擦副的基材精密结合,实现了摩擦面的自我修复,如图2所示。
由于冷却剂基本为水溶液,因此提高砂轮表面的亲水性对于改善冷却效果具有促进作用。ENOMOTO等[17]开发了一种具有较高亲水性的亚微米级TiO2颗粒涂层的新型金刚石砂轮,砂轮表面形成的水膜阻止了砂轮的负载,使磨削扭矩和骨温升显著降低。BABBAR等[18]进行了超声振动辅助骨磨削的试验,结果表明:提供给砂轮的超声波振动导致磨削部位骨的温度显著降低。
1.2 脊柱骨磨削
由于脊柱手术需要在神经血管周围对骨组织进行大量操作,而对脊柱骨组织的手术复杂性以及手术操作难度、精细程度的要求不断提高,常规的脊柱外科器械已经无法满足[19]。高速磨钻具有冲击小、噪声低、减压彻底等优点,而且相对于常规器械,其使用安全、节省时间、出血少,同时手术感染率低。因此,微型磨钻磨削技术被广泛应用于脊柱外科手术,而脊柱骨磨削主要被用于切除病变组织和建立介入器械通道[20]。在脊柱骨磨削过程中,高速磨钻常见的问题包括磨头打滑、高温灼伤和神经损伤等。长时间使用容易引起磨钻沟槽内残存的骨泥碳化,导致其表面光滑,影响磨削效果的同时也容易出现打滑现象。高速磨钻与骨面摩擦产生会超过100 ℃的高温,高温会对周围的组织产生灼伤,因此,需要不断地用生理盐水进行冷却。磨钻表面并无锐利的凸起,理论上不会对软组织造成损伤,但是在压力过大的情况下,其可能缠绕软组织造成撕裂损伤[21]。
众多学者对微型磨钻在脊柱骨磨削中的应用进行了研究。在颈椎和胸椎入路手术中,应采用由浅入深、逐层进行的方式磨除椎骨;在磨骨过程中,加冷却剂可以降低磨削温度,采用吸引器吸去积血及碎骨粒能够保证视野清晰[22]。马钧峰等[23]研究发现:相比于传统咬骨钳,采用显微镜下的浅行性高速磨钻能够更完整地磨除骨赘。HOSONO等[24]采用新鲜猪腰椎进行试验,发现:在金刚石磨头磨削时,温度可达77 ℃,产生的热量会损伤周围骨组织,尤其是神经根,通过540 mL/h的水冷却能够有效降低温度。徐国康等[25] 采用经皮椎间孔镜结合镜下磨钻技术治疗各种复杂类型的腰椎间盘突出症,发现80例患者均顺利完成了手术。其中,1例80岁女患者的复杂退变性腰椎间盘突出症通过经皮椎间孔镜结合镜下磨钻技术得到了治疗,如图3所示。
 图 3 经皮椎间孔镜结合镜下磨钻治疗复杂退变性腰椎间盘突出症Figure 3. Treatment of complex degenerative lumbar disc herniation with percutaneous foraminoscopy combined with endoscopic grinding
图 3 经皮椎间孔镜结合镜下磨钻治疗复杂退变性腰椎间盘突出症Figure 3. Treatment of complex degenerative lumbar disc herniation with percutaneous foraminoscopy combined with endoscopic grinding1.3 下颌角磨削
下颌角(见图4)肥大又称“方颌畸形”。东方人普遍认为女性以“瓜子脸”为美,因此通过手术改变脸型的人越来越多,而随着医学技术的发展,磨骨术逐渐在下颌角肥大的整形中得到应用[26]。下颌角磨削整形是采用磨头将下颌角和下颌体部外层皮质骨磨除,不切除下颌角。采用合适的磨头可以将下颌角磨除少许或略上提,磨掉的厚度有限,最多只有6 mm,改善效果没有截骨手术明显,但是相对安全,出血少。下颌角磨骨目前已经形成多种手术入路,如口内切口入路、耳后切口入路和下颌角下缘切口入路[27]等。相对于其他方式,口内切口入路不会留下疤痕,但是操作比较困难。学者们探讨了磨削法在下颌角肥大矫正术应用中的安全性和有效性,结果表明:绝大部分的下颌角肥大患者术后恢复快,无严重的并发症,改型效果好[28-30]。
2. 皮肤磨削
皮肤磨削术(磨皮术)是医学美容换肤技术在临床上最为常用的一种方法,采用砂石磨头或者金刚石磨头对表皮和真皮浅层进行可控制的机械性磨削,以完成对皮肤的治疗和美容[31]。磨皮术是一项历史悠久的技术,相关学者系统描述了皮肤磨削的方法,并发展了这一技术,将改进的牙科动力设备用于磨皮术,使磨皮术得到普遍推广[32]。有文字记载,最早使用的皮肤磨削工具是古埃及人所用的氮化硅砂纸,将其包裹在无菌纱布卷或者注射器外部即可进行磨削。ASHIQUE等[33]自制了3种对白癜风患者进行砂纸磨皮的简单工具,其对于眼睑边缘区域磨皮非常有效。20世纪50年代之后,陆续出现了金属刷和金刚石磨头等机械磨削设备,由于高速旋转的磨头打磨力度较大,对于操作时掌握磨削的深浅程度要求较高,因此传统的磨削术很大概率会引发并发症。GRUBER等[34]采用电动变速磨皮机和金刚石砂轮对患者外眦区眼周皮炎进行磨皮治疗(见图5),该方法具有经济和相对无色素的优点。图6为外眦区磨皮术前和术后18个月的效果对比。
 图 6 外眦区磨皮术前和术后的对比Figure 6. Comparison of the effect of microdermabrasion in the lateral canthal area before and after surgery
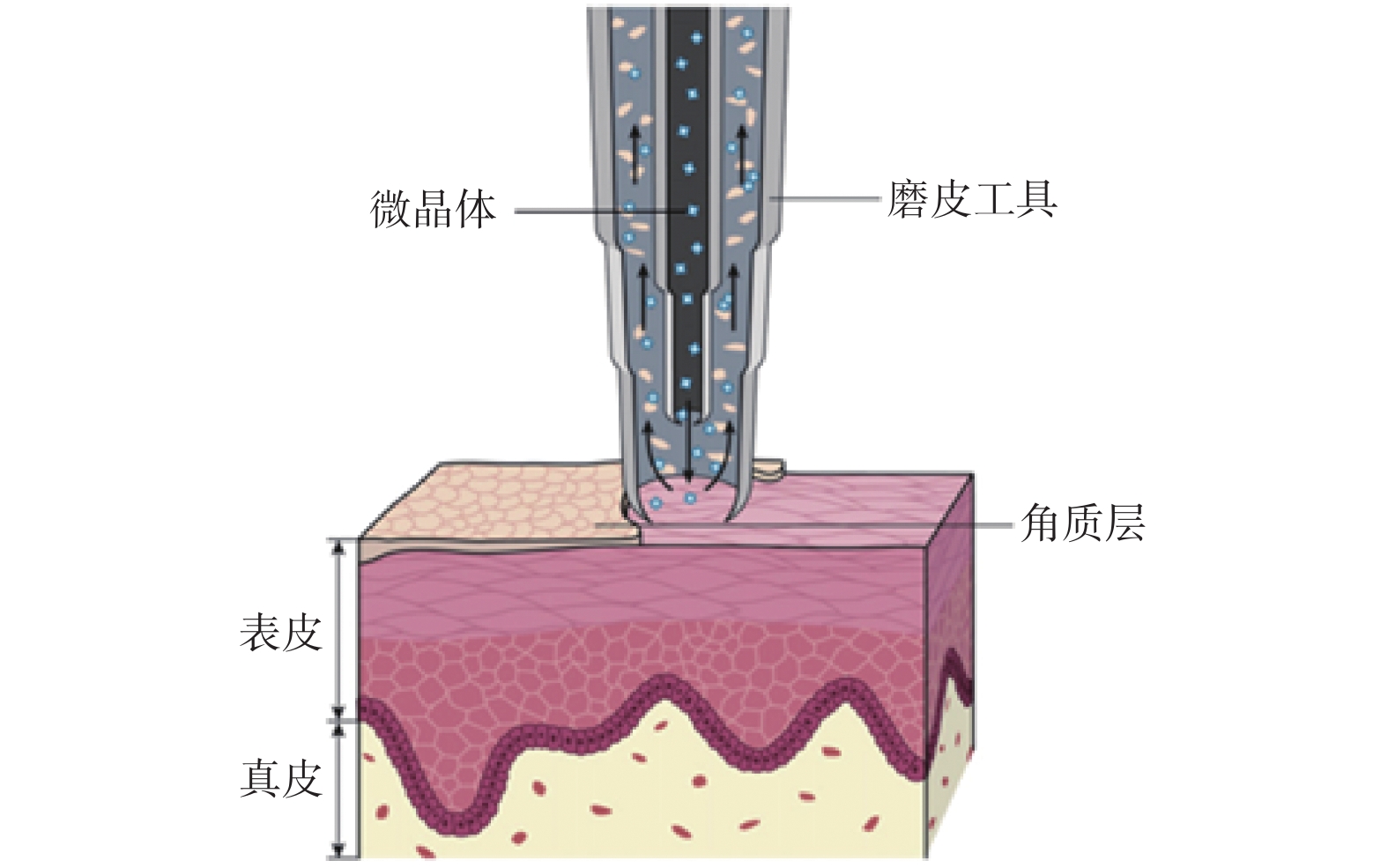
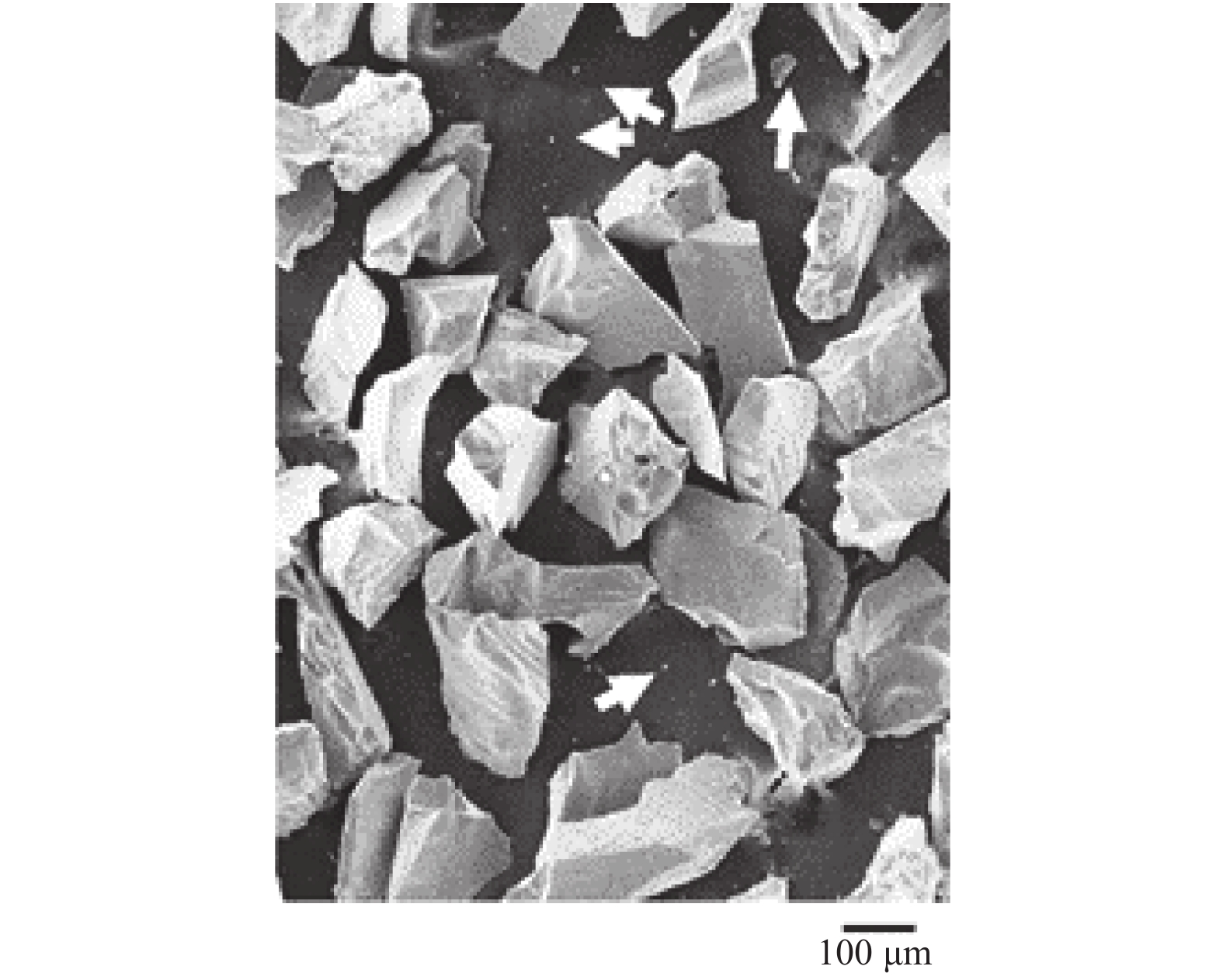
图 6 外眦区磨皮术前和术后的对比Figure 6. Comparison of the effect of microdermabrasion in the lateral canthal area before and after surgery随着技术的进步,逐渐研制出微晶磨削、激光磨削和电弧磨削等方法[35]。利用化学惰性晶体的研磨特性,微晶磨皮术实现了部分皮肤的消融(见图7)[36]。作为一种非侵入性的微创手术,微晶磨皮术是一个闭环过程,在真空的状况下,将小如沙粒状的晶体高速喷射在皮肤表面,然后由另一管道吸回,将表层的死皮细胞磨去。氧化铝是最常用的微晶体(见图8),其硬度仅次于钻石,并且是惰性的,其他使用的晶体还包括氯化钠、碳酸钠和氯化镁。通过改变真空压力、晶体速度、颗粒大小、撞击角度、晶体通过次数和探头移动速度等,可以控制微晶磨皮的消融深度。从技术上来说,微晶磨皮术治疗方法简单,副作用少,风险低[37]。TSAI等[38]最先验证了微晶磨皮术在面部瘢痕治疗中的有效性,其采用微晶磨皮器对41例不同类型面部瘢痕(痤疮、创伤、水痘和烧伤疤痕)患者进行治疗,结果表明:所有的患者都得到良好的临床改善。TAN等[39]表示微晶磨皮术有助于特定药物的经皮给药,但是对于皮肤变色和痤疮的治疗效果有限。
3. 齿科磨削
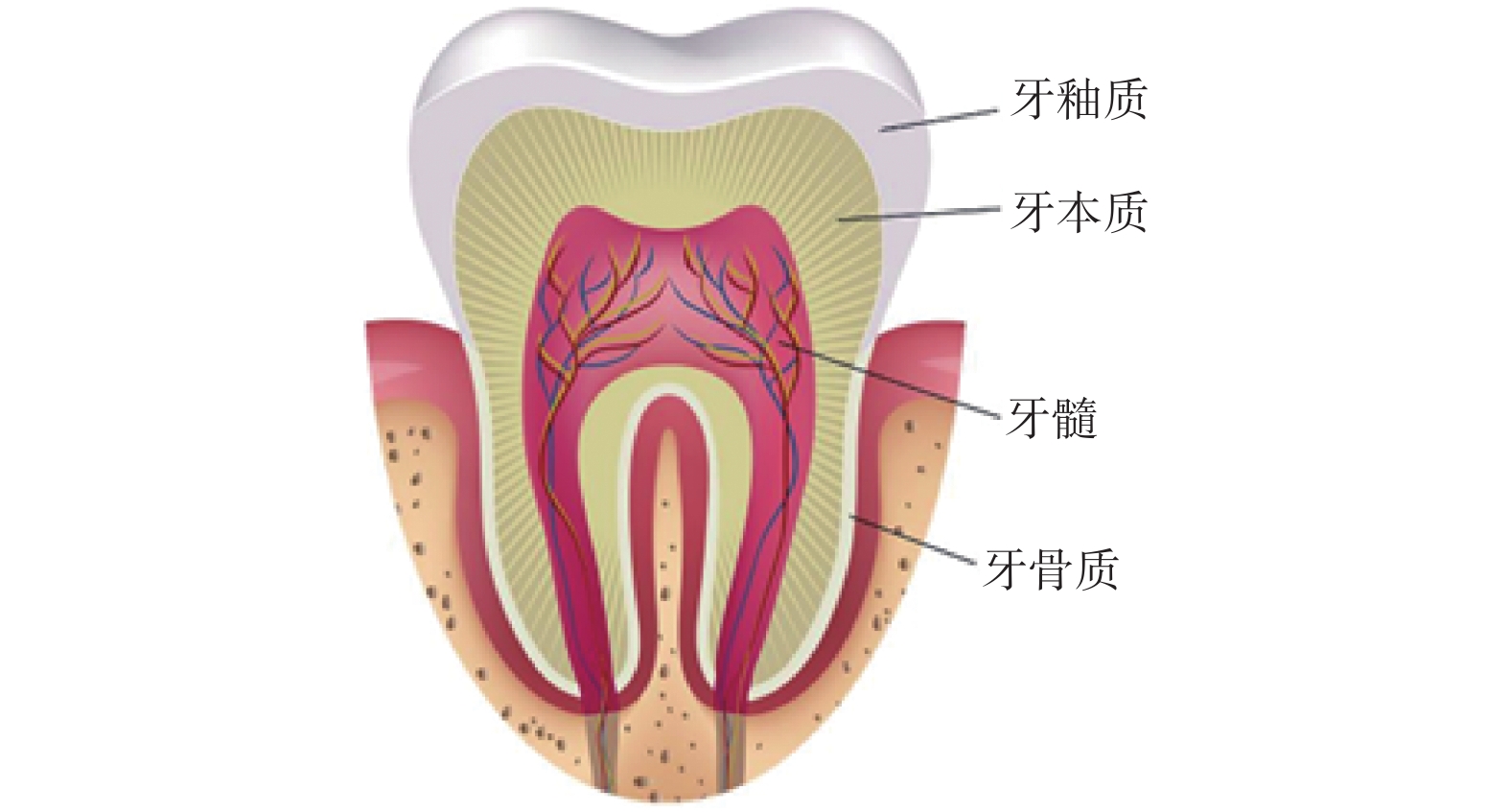
口腔疾病已经成为继癌症和脑血管疾病之后又一影响人类健康的疾病。口腔疾病中的牙体、牙列缺损、畸形、龋齿和智齿阻生等是人类的常见病和多发病,因此,口腔修复工作变得日趋重要[40]。在牙科领域,用高速气涡轮手机(见图9)和牙科车针或磨头高速磨削牙齿硬组织是牙体修复、治疗以及切除的关键工序。一般来说,采用硬质合金车针加工实际上是铣削过程,具有较高的切削效率,常用于微创拔牙;而用金刚石磨头加工则本质上是一种磨削方法,磨头上的金刚石磨粒分为粗磨粒和细磨粒,分别适用于粗磨和精磨,常用于牙科修复、牙体准备等[41]。牙齿是人类重要的器官,主要由牙釉质、牙本质以及牙骨质等组成,如图10所示。牙科磨削主要是对牙体最外层的牙釉质进行修复整形,其是一种天然的生物复合材料,是人体中最坚硬的物质,钙化程度高,具备了硬脆材料的典型特征。磨削加工在牙科修复中的应用包括对病牙或缺失牙进行去龋及外形修正,也包括对装入口腔内的修复体进行调磨、修整以及对修复体与牙齿的准确啮合所采取的进一步精细调磨[42-43]。
牙科磨削修复的本质是通过牙科手机车针或者磨头的高速旋转带动表面黏结的金刚石磨粒与牙釉质之间的相互磨削,每个磨粒相当于一个锋利的刀刃,相当于通过旋转多个切刃,不断地对牙釉质进行犁割[44]。这个过程将产生动态的三维磨削力并伴随大量的磨削热[45],三维磨削力的存在会导致牙体表面出现应力集中或内部残余应力等问题,磨削力和磨削振动较大会导致患者舒适感较差。而磨削过程中的磨削热将很快传递到牙周组织,导致其周围区域温度骤然升高,严重时可损伤到牙髓内的神经组织。另外,金刚石颗粒在磨削过程中对牙釉质的挤压和刮擦可能导致其表层损伤。LI等[46]研究发现:磨削力与磨削深度和磨削速度呈正比关系,控制磨削力可以有效降低表面粗糙度,并且当磨削方向与釉质取向垂直时,表面质量最好。XU等[47]研究发现:在牙体预备过程中,牙釉质的亚表面损伤表现为中位裂纹和分布的微裂纹,并且这些裂纹优先沿牙釉质棒之间的边界扩展,个别牙釉质棒内可以观察到微裂纹(图11)。WILSON等[48]量化了马牙齿磨削过程中牙髓温度的变化,随着马龄的增加牙本质可以有效阻隔摩擦热传递到牙髓,减少牙髓损伤。ZHENG等[49]对比了有无超声振动辅助对天然牙摩擦磨损性能的影响,结果表明:超声振动辅助磨削不仅能降低天然牙的摩擦系数,而且能降低天然牙的纵向磨损深度(图12)。
 图 12 有无超声振动辅助磨削表面结构对比Figure 12. Comparison of surface structure with and without ultrasonic vibration assisted grinding
图 12 有无超声振动辅助磨削表面结构对比Figure 12. Comparison of surface structure with and without ultrasonic vibration assisted grinding4. 血管钙化组织磨削
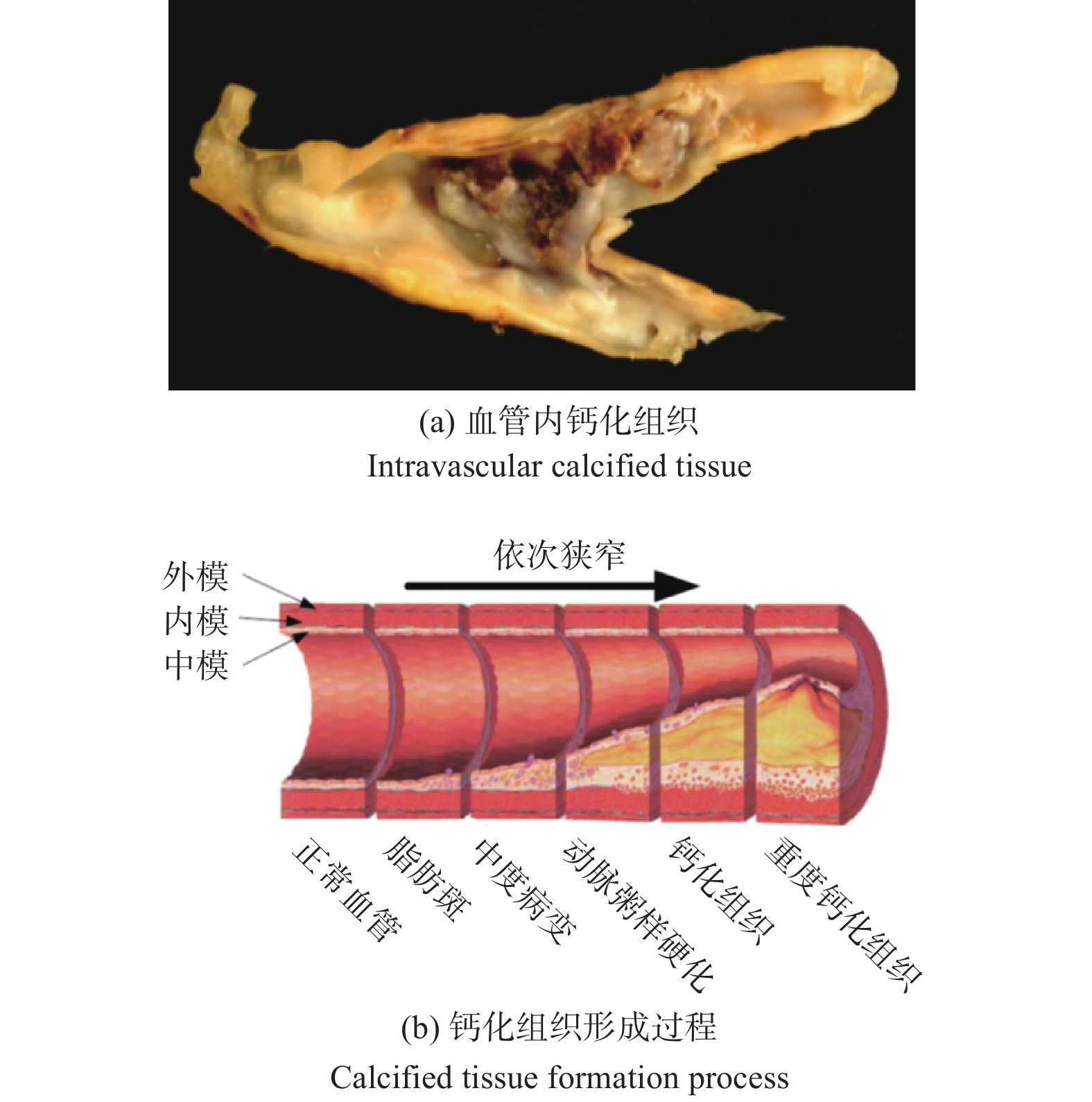
血管钙化组织是由脂质、钙化物、斑块内血肿和纤维帽部分或全部成分组成的多组分结构,也称血管斑块[50],如图13所示。血管斑块的形成是一个非常复杂的过程:斑块形成的早期,主要局限于动脉内膜,呈现黄色脂肪条纹,其体积小,对血管影响很小,不会引发临床症状;随着病变的不断加重,血管内的脂肪条纹会逐渐发展成纤维斑块,其会造成血管狭窄、血流不畅;当纤维斑块中的脂质沉积过多,斑块的中央基底部因营养不良而发生坏死、崩解,这些崩解物质与脂质混合形成粥糜样物质斑块;血管内膜纤维组织增生以及钙质的沉积形成动脉粥样硬化组织,随着钙质的不断积累和动脉壁增厚变硬,最后形成钙化或重度钙化组织,血管内腔也不断狭窄,最终完全阻塞[51-52],如图13b所示。斑块的形成会使血液循环不顺畅,导致一些血管疾病的发生,严重影响人体健康。
由于血管钙化组织硬度大,类似于骨、石膏或者羟基磷灰石块[53],常规的治疗手段无法将钙化组织完全清除,因此血管斑块旋磨术依然是首选。血管斑块旋磨术通过高速旋转的金刚石磨头将斑块研磨和消融(图14)。20世纪90年代,血管斑块旋磨术成为球囊血管成形术的替代方法。目前,血管斑块旋磨术主要作为复杂和典型钙化冠状病变的支架输送的辅助手段。
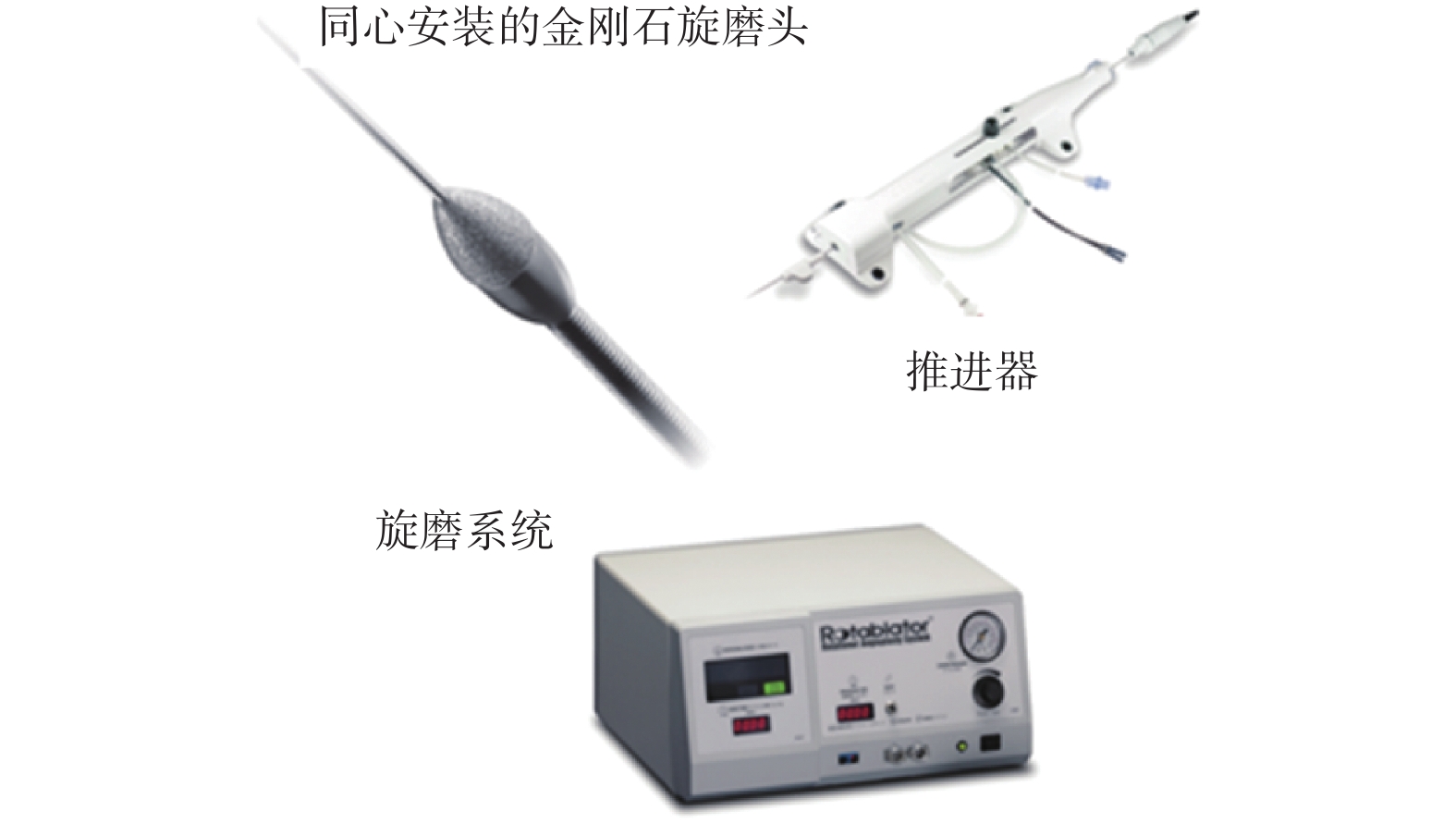
商业上主要用的斑块旋磨系统是美国波士顿科学集团的Rotablator自转型旋磨系统(简称RA旋磨系统)(图15)[54]和心血管系统公司的公转型旋磨系统(简称OA旋磨系统)(图16)[55]。
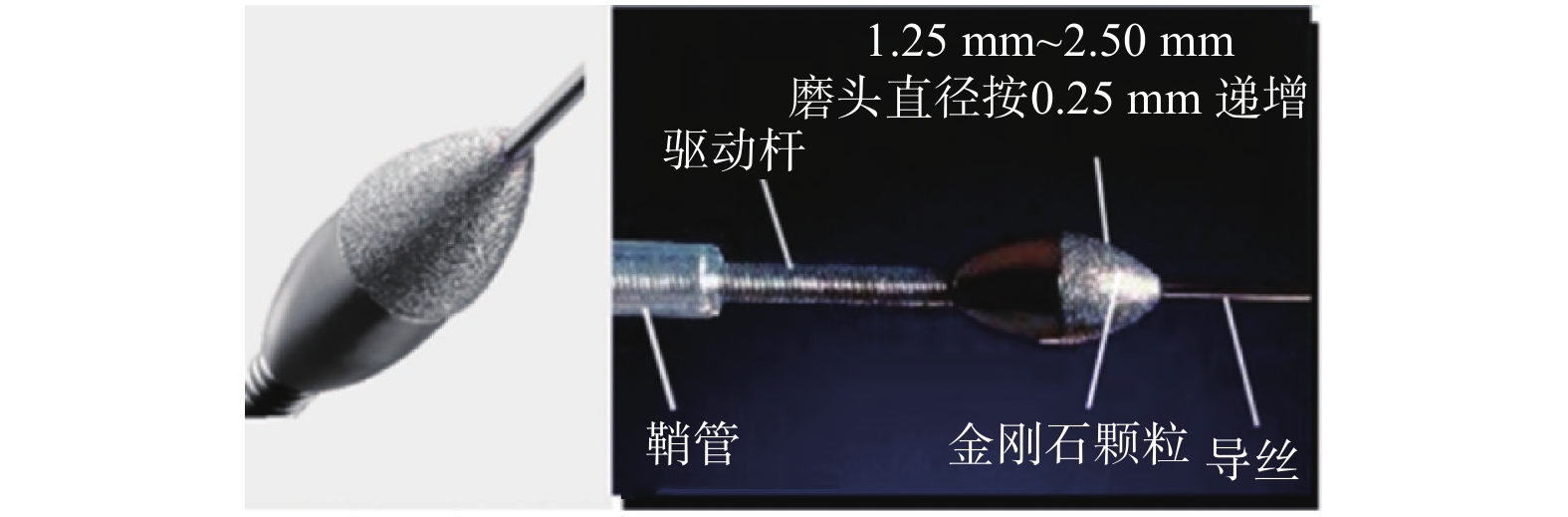
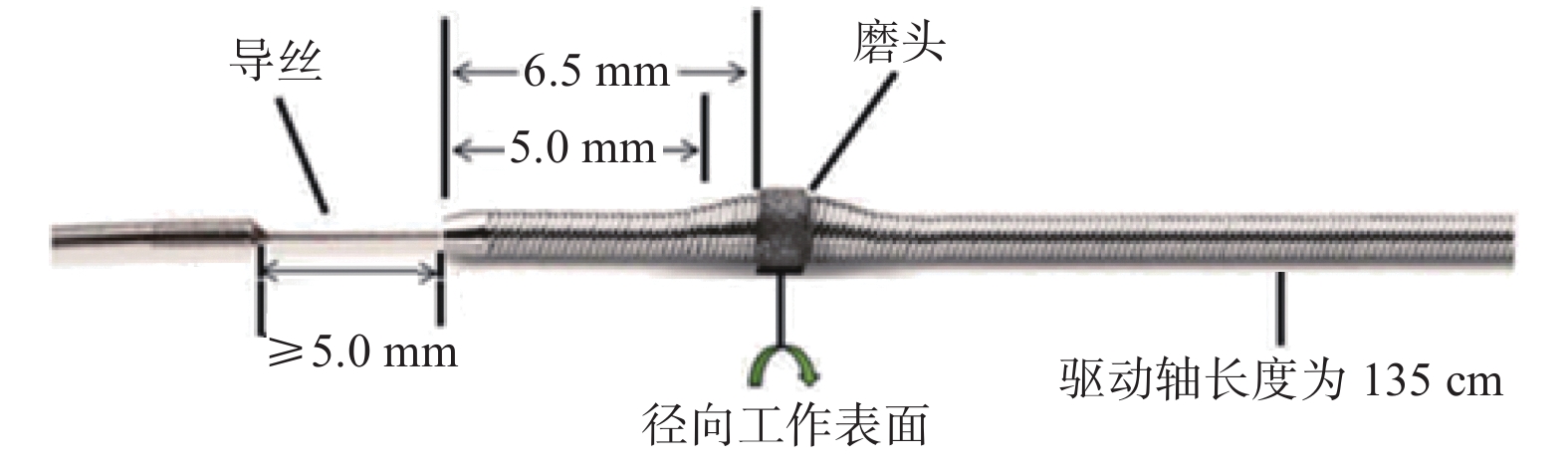
RA旋磨系统采用同心安装的金刚石旋磨头,外形呈橄榄形,磨头表面为镀镍涂层。磨头前半部分镶嵌有2 000~3 000颗金刚石,金刚石的颗粒大小为20 μm,而颗粒的突出部分高度仅为5 μm,如图17所示。OA旋磨系统采用偏心安装的金刚石旋磨头,如图18所示。同心安装的旋磨头通过前端研磨消融斑块,因此可开通完全闭塞病变的血管,但是缺点是需要不同尺寸的旋磨头实现不同的管腔增益,并且在旋磨过程中会导致血流无法正常通过。而偏心金刚石旋磨头可通过增大转速提高离心力,扩大管腔增益,并且不会阻碍血液正常流动,但是该旋磨头无法对完全闭塞病变的血管进行开通[56]。
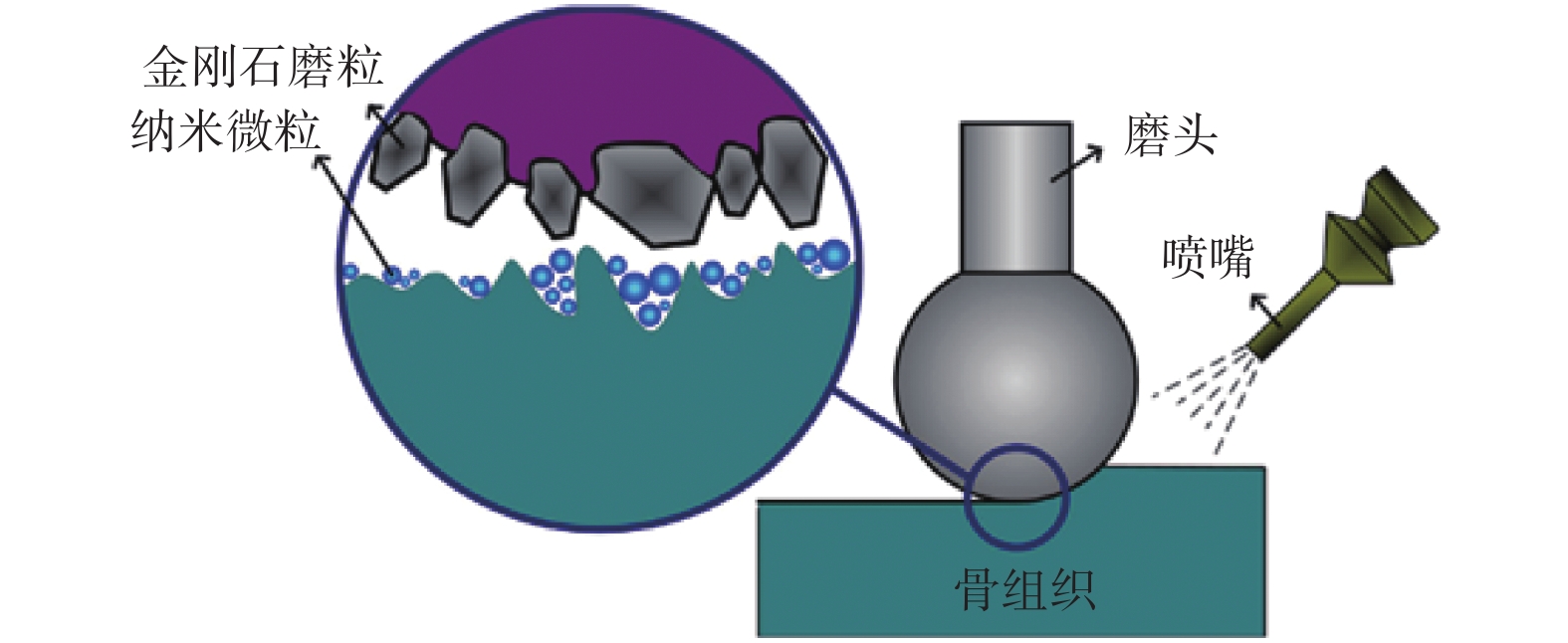
血管斑块旋磨术采用的金刚石旋磨头上带有金刚石颗粒,是根据“差异切割”原理选择性地去除纤维化或钙化的动脉硬化斑块,如图19所示。“差异切割”理论指可有选择性地切割一种物质,同时保持邻近组织完整性的能力。由于这种效应,金刚石旋磨头可优先研磨和消融质地硬的血管斑块,特别是发生了钙化的血管斑块。在旋磨头下,质地较软的弹性组织可发生偏移而不被损伤到[57]。金刚石旋磨头运转时的转速可超过100 000 r/min,如此高的转速可以将钙化和纤维化的病变斑块组织研磨及消融为比红细胞还小的微小颗粒而被人体吸收。
血管钙化旋磨术本质上是采用一种机械的方法将钙化组织清除,在旋磨过程中产生的热、力以及斑块磨屑将直接作用于人体血管、血液和周边组织[58-60]。有研究表明:斑块旋磨过程中温度过高将对血管造成损伤,表现为平滑肌增殖增加和血管再狭窄率提高;血液成分也会受到影响,表现为红细胞团聚和血小板活化[61]。斑块旋磨过程中磨削力也是一个需要注意的问题,磨削力过大会引起血管夹层、痉挛,甚至血管穿孔等并发症。并且高速旋转的金刚石磨头不仅对血管中的血液产生大的扰动作用,同时较大的切向力也会引发血细胞团聚导致慢流或者无复流[62]。理论上,斑块旋磨产生的磨屑小于30 μm,该尺寸被认为是能够被人体吸收的安全尺寸,但是考虑到磨削尺寸存在一定的分布范围,无法保证所有的磨屑都小于30 μm,较大的磨削会随着血液流向远端,造成毛细血管阻塞,若阻塞出现在心脏或者脑部中,严重时还会导致心肌梗死或脑死亡[63]。斑块旋磨过程中过大的磨削力、磨屑尺寸和过高的磨削温度是引起诸多并发症的主要原因。
斑块旋磨作为一种能量密集型加工方式,在手术过程中会产生大量的热,通过导管注入生理盐水既可以对高速旋转的传动轴进行润滑,又可以起到冷却作用[64]。在医学研究中普遍认为血液温度超过43 ℃就会对人体造成热损伤[65-66]。GEHANI 等[67]运用高分辨率红外成像系统研究猪主动脉在旋磨过程中的温度变化以及潜在的热损伤,在没有用液体冲洗冷却时,温度高达52.8 ℃,明显高于采用液体冲洗冷却的11.8 ℃。REISMAN等[61]对比旋磨过程中磨头连续推进和间歇推进试验,结果发现:连续推进温升为13.9 ℃,明显高于间歇推进的2.6 ℃。 ERBEL等[68]通过建立一个体外模型对斑块旋磨温升进行测试,实验发现磨头在高转速时会造成血液微空化,并且空化持续时间越长,血液温升越高。前人对于旋磨过程温升的研究集中于讨论磨削过程产生的热量,忽略了旋磨装置的产热影响。针对这个问题,LIU等[64-69]在体外搭建了一个温度测量试验平台,研究斑块旋磨过程中磨削热和柔性传动轴的摩擦生热问题,研究结果表明:旋磨时,92%的温升来源于导管内部传动轴与导丝和导管之间的摩擦,磨头与钙化组织产生的磨削热对血液影响小。当磨头转速为175 000 r/mim时,如果在旋磨过程中出现慢血流或者无复流,导管出口处的生理盐水温升将超过6 ℃。因此,建议采用预冷至0 ℃的生理盐水,并将其流速控制在14 mL/min,有效消除旋磨过程中潜在的热损伤。
通过驱动轴驱动,磨头高速旋转,对斑块进行研磨消融。在这个过程中,磨头与钙化组织和血管壁相互作用产生磨削力,过大的磨削力将导致一系列并发症的发生。KIM等[70]采用激光束对不锈钢旋磨头的表面进行雕刻修整,在12 000 r/min的转速下,其对羟基磷灰石/聚丙交酯(HA/PLA)复合材料的最大净磨削力为0.72 N。ADAMS 等[71-72]对OA系统旋磨过程中旋磨头离心力和血管接触力进行了研究, 研究结果表明:旋磨头离心力与轨道直径有关,在60 000 r/min、90 000 r/min和120 000 r/min等3个典型的转速下得出血管接触力峰值范围为0.1~0.4 N。ZHENG等[73-74]对斑块旋磨过程中的磨削力进行了建模和研究,得出:磨头的碰撞力正比于磨头绕血管公转的转速和磨头的质量,磨头磨削力主要是由少数高度较高的磨粒确定,97%的磨削力来源于磨头与钙化组织的碰撞;在介入治疗的过程中,采用轻质的磨头可以有效减小磨削力,减少对正常血管组织的损伤。
在斑块的旋磨过程中,产生的磨屑会留在人体当中,过大的磨屑则会堵塞毛细血管引发血液慢流和无再流等并发症。 HELGESON等[75]通过测量流出物和在动脉内残留物的大小分布来识别磨屑颗粒在血管壁上的集聚,结果显示:磨屑颗粒并没有集聚到血管壁上。ADAMS等[71]采用轨道旋磨术以120 000~160 000 r/min的转速对石墨块和尸体动脉粥样硬化病变样本进行磨削,产生的磨屑颗粒平均直径为3.0 μm,然后对石墨块模型进行粒度分析,结果表明:93.1%的磨屑粒径小于5.0 μm。AHN等[76-77]对人体血管钙化组织旋磨后,将收集得到的磨屑分别注入狗和猪的动脉中,临床和尸检结果显示这些磨屑并未造成狗和猪血管阻塞。LIU等[78]对钙化组织的旋磨成屑机理进行了研究,用直径为2.5 mm的磨头对4.0 mm内径的牛骨进行旋磨,随着磨头转速从135 000 r/mim到175 000 r/mim,磨屑从长条棒状变为球状,90%的磨屑尺寸也从40.00 μm降到25.29 μm。
学者们在对血管斑块旋磨过程中的热、力和磨屑进行体外模拟试验研究时,采用的骨组织、石膏等替代斑块与钙化组织在力学性能上相似,但是在生物性能上有很大的差异。另外,绝大多数试验并非在人体或者动物血管内进行,这与实际介入手术中的磨头与斑块的相互作用以及磨头所处的生理环境不同。因此,这些试验结果并不能确切反映斑块旋磨过程中力、热的产生和传递,以及磨屑的成屑和传输等问题,而在临床手术中,这些问题会对术中安全性和术后并发症产生深刻影响。另外,当磨头高速穿过慢性完全闭塞病变时,可能会导致驱动轴或者导丝因为扭力过大而发生断裂[79]。由于橄榄形旋磨头后端没有镶嵌金刚石颗粒,在磨头回撤过程中可能发生卡死。尽管斑块旋磨术在治疗中度及重度血管钙化方面已经被证明是有效的,但如何提高手术的安全性和降低术后并发症的发生依然是值得重视的问题。未来,随着经验的积累和技术的成熟,斑块旋磨术的安全性将进一步提高。
5. 结论与展望
从骨组织磨削、皮肤磨削、齿科磨削和血管钙化组织磨削4个方面阐述了生物组织的磨削加工研究情况,表2总结了当前研究情况和未来研究方向[1,2,80-81]。
生物组织的磨削加工本质上是利用高速旋转中磨头上的细小磨粒对软硬组织进行少量、多次去除,其有效提高了外科手术的精细程度和安全性。但是,作为一种能量密集型的加工方式,其在加工过程中产生的磨削热和磨削力等将直接作用于人体,过高的磨削温度和磨削力会导致周围组织损伤,影响手术成败、术后康复等。并且,由于人体不同组织器官具有不同的结构组成、独特的生物特性和力学性能,其磨削加工理论也不尽相同,相应手术所需要的磨削刀具和加工参数也有所差异,这就要求有更加完善的磨削理论来指导外科医生进行手术,同时对磨削器械的创新和外科医生的临床经验也提出了更高要求。
表 2 医疗手术磨削加工当前研究总结和未来研究方向Table 2. Summary of current research and future research directions in medical surgical grinding当前研究情况 未来研究方向 磨削类型 研究类别 研究重点 骨组织磨削 神经外科骨磨 磨削温度预测 ●逆传热方法和有限元热模型
●骨的热导率、骨的热通量
➢提高磨削质量
●磨削机制研究
●磨削参数优化
●新的磨削方法
●引入冷却方法
●考虑材料影响
●创新磨削系统
➢提高磨削效率
●系统磨削效率研究
●磨削参数优化
●磨削刀具设计
●磨削过程监控
➢提高手术恢复率
●磨削损伤研究
●磨削机制研究
●磨削参数优化
●新的磨削方法
●引入冷却方法
●考虑材料影响磨削产热及
温度变化●磨削参数对磨削热的影响
●磨削产热和传递
●磨削过程温度变化
●磨削热造成的神经坏死降低磨削温度 ●冷却剂冷却(盐水冷却、低温喷雾、纳米粒子射流喷雾)
●能场辅助(超声振动辅助)
●研制新型磨削工具(微结构、涂层)脊柱骨磨削 磨削方式和
安全性●手术中的磨削方式(由浅入深、逐层进行)
●降低磨削热,减少对神经根的损伤(水冷却)
●结合各种内镜技术治疗复杂的脊柱疾病下颌角磨削 安全性和
有效性●下颌角肥大矫正手术中的安全性和有效性 皮肤磨削 传统磨皮 ●磨皮在皮肤治疗中的有效性
●针对不同皮肤病(皱纹、痤疮、疤痕等)磨削工具的选择
●如何减少并发症的发生
●磨皮对特定药物经皮给药的有效性微晶磨皮 齿科磨削 牙体磨削 ●磨削过程的磨削力和振动
●磨削热产生、传递和对周围神经的损伤
●磨削参数对表面质量的影响
●磨削表面裂纹的产生修复体磨削 ●材料内部热应力的产生和裂纹的扩展
●温度变化诱发的相变行为
●修复体磨削去除机理(脆性断裂和塑性去除)血管钙化组织磨削 磨削热 ●磨削参数对磨削热的影响
●磨削热的产生以及潜在的热损伤
●有效降低磨削热的方法(生理盐水冷却、磨削参数)磨削力 ●磨削参数对磨削力的影响
●磨头的运动和磨削力导致的并发症
●有效降低磨削力的方法(磨头结构、磨削方式和磨削参数)磨屑 ●磨屑的成屑机理
●磨削参数对磨屑大小和形状的影响
●磨屑在血管壁上的聚集磨削损伤 ●磨削对周围血管和血液中细胞造成的损伤 为了让磨削技术给患者带来更好的手术效果,并且减少术后并发症的发生,未来需要研制出更加高效、安全、热损伤低和机械损伤小的磨削工具。仿生微结构和涂层技术将用于对工具表面的处理,能场辅助技术的应用将有利于降低磨削过程中过高的热量和力的产生。手术中磨削技术的广泛应用将会增加外科医生的临床经验,减少因为人为操作失误造成的磨削损伤。随着外科手术向微创化方向发展,以及通道技术和内镜技术的进一步普及,磨削加工技术将提升外科手术质量,满足未来精准微创手术临床需求。
-
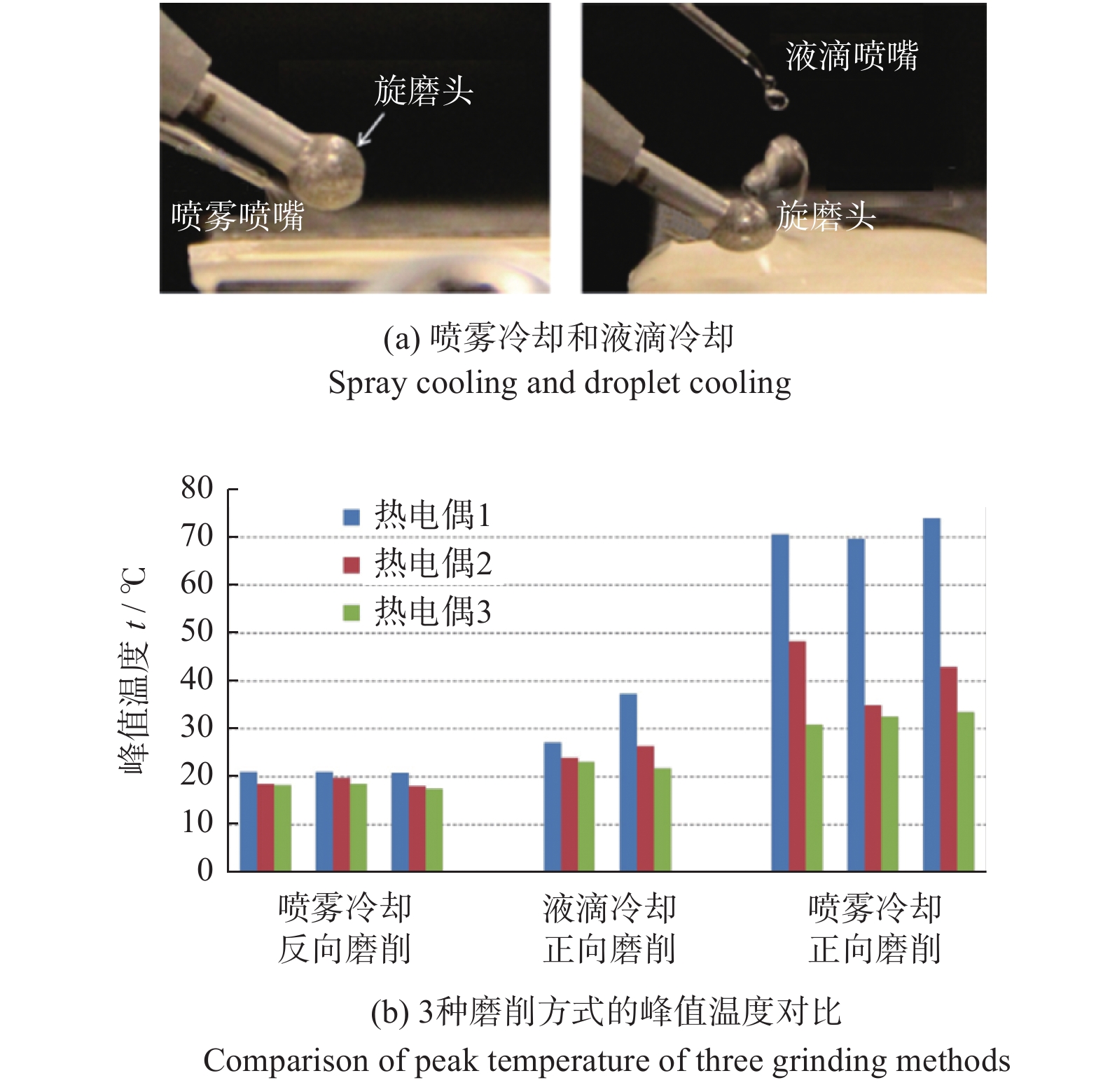
图 1 神经外科骨磨冷却对比试验
Figure 1. Comparative experiment of bone grinding cooling in neurosurgery

图 3 经皮椎间孔镜结合镜下磨钻治疗复杂退变性腰椎间盘突出症
Figure 3. Treatment of complex degenerative lumbar disc herniation with percutaneous foraminoscopy combined with endoscopic grinding
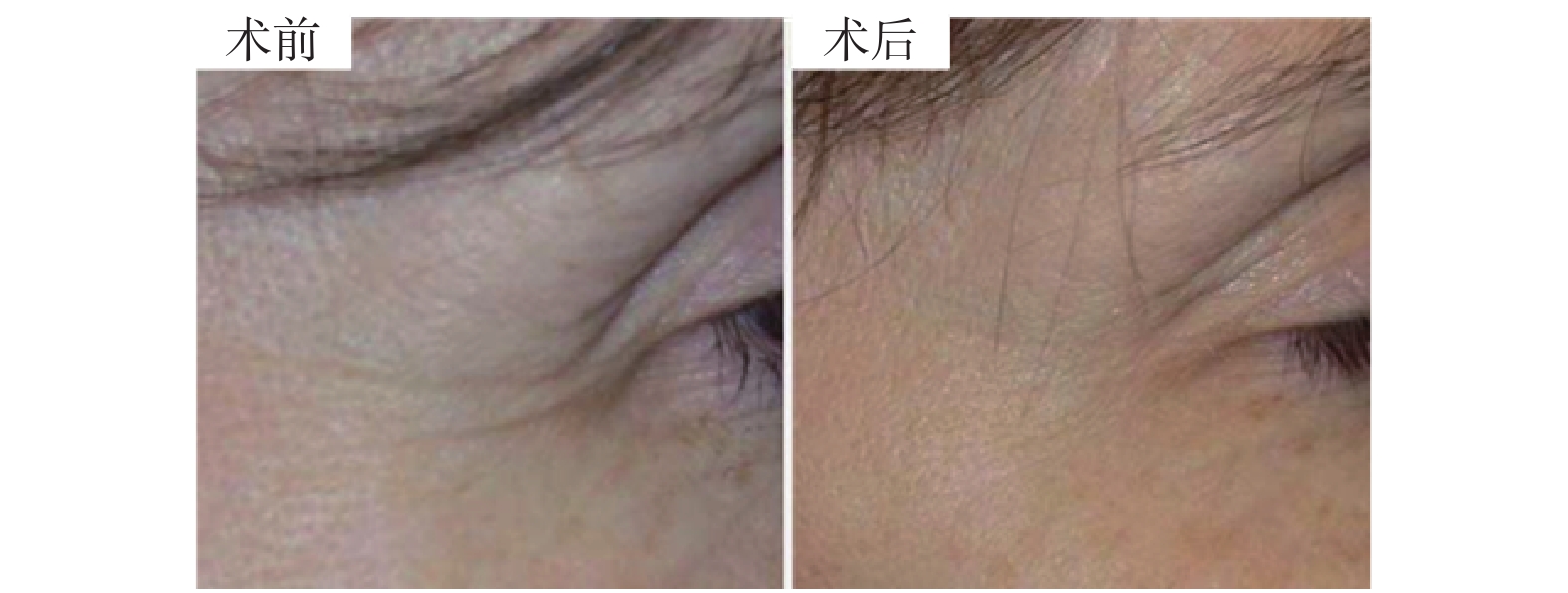
图 6 外眦区磨皮术前和术后的对比
Figure 6. Comparison of the effect of microdermabrasion in the lateral canthal area before and after surgery
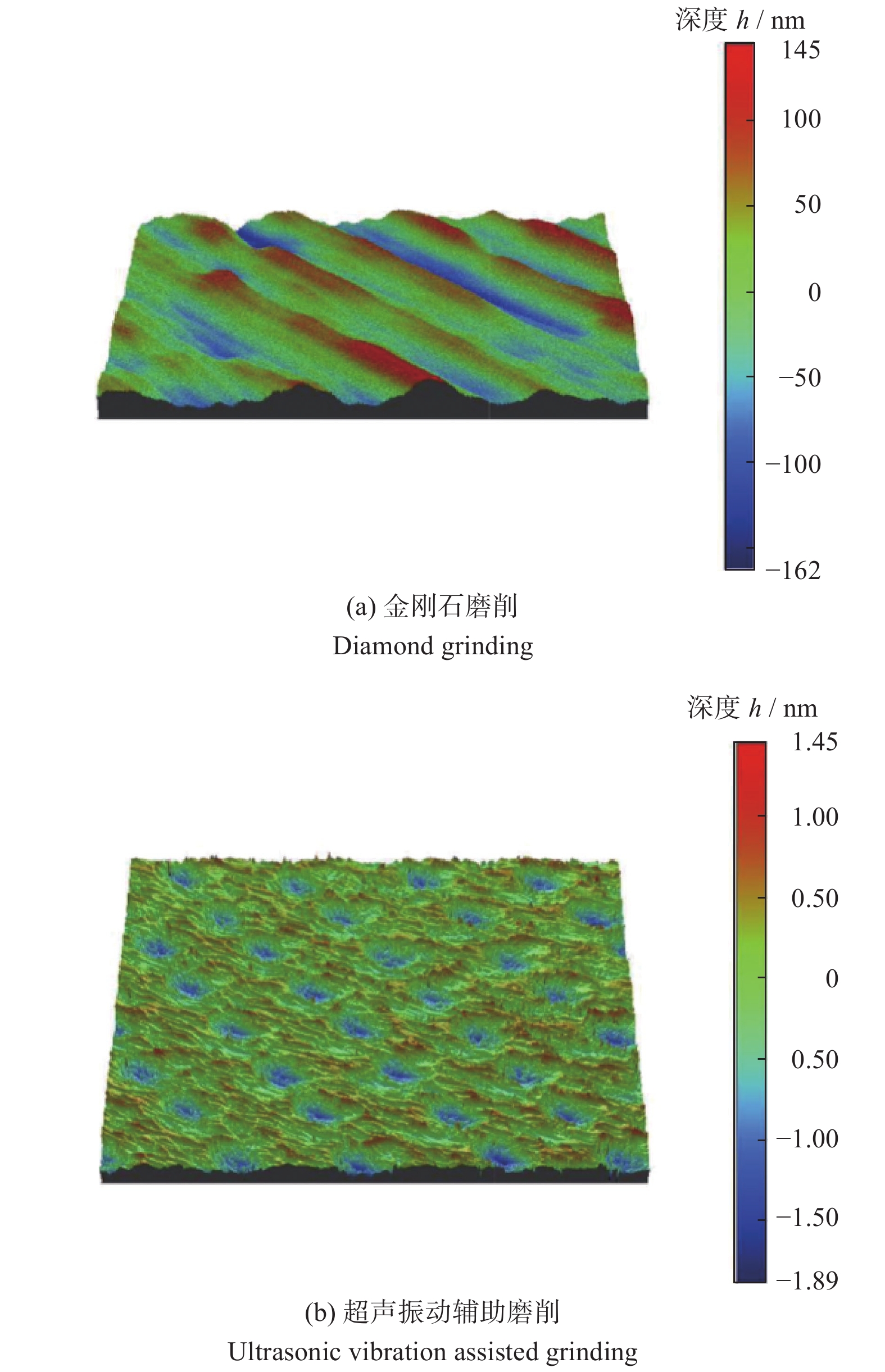
图 12 有无超声振动辅助磨削表面结构对比
Figure 12. Comparison of surface structure with and without ultrasonic vibration assisted grinding
表 1 生物组织的磨削加工
Table 1. Grinding in medical operation
骨组织磨削 皮肤磨削 牙科磨削 血管钙化组织磨削 







金刚石线锯、磨钻 金刚石磨头 金刚石车针 血管钙化组织旋磨头  下载: 导出CSV
下载: 导出CSV
表 2 医疗手术磨削加工当前研究总结和未来研究方向
Table 2. Summary of current research and future research directions in medical surgical grinding
当前研究情况 未来研究方向 磨削类型 研究类别 研究重点 骨组织磨削 神经外科骨磨 磨削温度预测 ●逆传热方法和有限元热模型
●骨的热导率、骨的热通量
➢提高磨削质量
●磨削机制研究
●磨削参数优化
●新的磨削方法
●引入冷却方法
●考虑材料影响
●创新磨削系统
➢提高磨削效率
●系统磨削效率研究
●磨削参数优化
●磨削刀具设计
●磨削过程监控
➢提高手术恢复率
●磨削损伤研究
●磨削机制研究
●磨削参数优化
●新的磨削方法
●引入冷却方法
●考虑材料影响磨削产热及
温度变化●磨削参数对磨削热的影响
●磨削产热和传递
●磨削过程温度变化
●磨削热造成的神经坏死降低磨削温度 ●冷却剂冷却(盐水冷却、低温喷雾、纳米粒子射流喷雾)
●能场辅助(超声振动辅助)
●研制新型磨削工具(微结构、涂层)脊柱骨磨削 磨削方式和
安全性●手术中的磨削方式(由浅入深、逐层进行)
●降低磨削热,减少对神经根的损伤(水冷却)
●结合各种内镜技术治疗复杂的脊柱疾病下颌角磨削 安全性和
有效性●下颌角肥大矫正手术中的安全性和有效性 皮肤磨削 传统磨皮 ●磨皮在皮肤治疗中的有效性
●针对不同皮肤病(皱纹、痤疮、疤痕等)磨削工具的选择
●如何减少并发症的发生
●磨皮对特定药物经皮给药的有效性微晶磨皮 齿科磨削 牙体磨削 ●磨削过程的磨削力和振动
●磨削热产生、传递和对周围神经的损伤
●磨削参数对表面质量的影响
●磨削表面裂纹的产生修复体磨削 ●材料内部热应力的产生和裂纹的扩展
●温度变化诱发的相变行为
●修复体磨削去除机理(脆性断裂和塑性去除)血管钙化组织磨削 磨削热 ●磨削参数对磨削热的影响
●磨削热的产生以及潜在的热损伤
●有效降低磨削热的方法(生理盐水冷却、磨削参数)磨削力 ●磨削参数对磨削力的影响
●磨头的运动和磨削力导致的并发症
●有效降低磨削力的方法(磨头结构、磨削方式和磨削参数)磨屑 ●磨屑的成屑机理
●磨削参数对磨屑大小和形状的影响
●磨屑在血管壁上的聚集磨削损伤 ●磨削对周围血管和血液中细胞造成的损伤
下载: 导出CSV
-
[1] ZHANG Y, ROBLES-LINARES J A, CHEN L, et al. Advances in machining of hard tissues—From material removal mechanisms to tooling solutions [J]. International Journal of Machine Tools and Manufacture,2022,172:103838. doi: 10.1016/j.ijmachtools.2021.103838 [2] 王成勇, 陈志桦, 陈华伟, 等. 生物骨材料切除理论研究综述 [J]. 机械工程学报,2021,57(11):2-32.WANG Chengyong, CHEN Zhihua, CHEN Huawei, et al. A review on cutting mechanism for bone material [J]. Chinese Journal of Mechanical Engineering,2021,57(11):2-32. [3] 柏伟, 潘鹏飞, 舒利明, 等. 骨组织超声辅助切削切屑形成与裂纹扩展机理 [J]. 机械工程学报,2021,57(11):69-77.BAI Wei, PAN Pengfei, SHU Liming, et al. Mechanism of chip formation and crack propagation in ultrasonically assisted cutting of bone tissue [J]. Chinese Journal of Mechanical Engineering,2021,57(11):69-77. [4] 杨敏, 李长河, 张彦彬, 等. 神经外科颅骨磨削温度场预测新模型 [J]. 机械工程学报,2018,54(23):215-222. doi: 10.3901/JME.2018.23.215YANG Min, LI Changhe, ZHANG Yanbin, et al. A new model for predicting neurosurgery skull bone grinding temperature field [J]. Chinese Journal of Mechanical Engineering,2018,54(23):215-222. doi: 10.3901/JME.2018.23.215 [5] 隋建波, 郭凯杰, 罗嘉琪, 等. 全髋关节置换术髋臼铣削表面质量研究 [J]. 机械工程学报,2021,57(11):93-101.SUI Jianbo, GUO Kaijie, LUO Jiaqi, et al. Study on surface quality of acetabular reaming in total hip replacement [J]. Chinese Journal of Mechanical Engineering,2021,57(11):93-101. [6] SHIH A J, TAI B L, ZHANG L, et al. Prediction of bone grinding temperature in skull base neurosurgery [J]. CIRP Annals-Manufacturing Technology,2012,61(1):307-310. doi: 10.1016/j.cirp.2012.03.078 [7] TAI B L, ZHANG L, WANG A C, et al. Temperature prediction in high speed bone grinding using motor PWM signal [J]. Medical Engineering & Physics,2013,35(10):1545-1549. [8] WANG G, ZHANG L, WANG X, et al. An inverse method to reconstruct the heat flux produced by bone grinding tools [J]. International Journal of Thermal Sciences,2016,101:85-92. doi: 10.1016/j.ijthermalsci.2015.10.021 [9] YANG M, LI C, LI B, et al. Advances and patents about medical surgical operation skull grinding equipment [J]. Recent Patents on Engineering,2016,10(1):12-27. doi: 10.2174/2212703802666150424233003 [10] ZHANG L, TAI B L, WANG G, et al. Thermal model to investigate the temperature in bone grinding for skull base neurosurgery [J]. Medical Engineering & Physics,2013,35(10):1391-1398. [11] SHAKOURI E, MIRFALLAH P. Infrared thermography of high-speed grinding of bone in skull base neurosurgery [J]. Proceedings of the Institution of Mechanical Engineers, Part H: Journal of Engineering in Medicine,2019,233(6):648-656. doi: 10.1177/0954411919845730 [12] BABBAR A, JAIN V, GUPTA D. In vivo evaluation of machining forces, torque, and bone quality during skull bone grinding [J]. Proceedings of the Institution of Mechanical Engineers, Part H: Journal of Engineering in Medicine,2020,234(6):626-638. doi: 10.1177/0954411920911499 [13] ZHANG L, ZOU L, WEN D, et al. Investigation of the effect of process parameters on bone grinding performance based on on-line measurement of temperature and force sensors [J]. Sensors,2020,20(11):3325. doi: 10.3390/s20113325 [14] KONDO S, OKADA Y, ISEKI H, et al. Thermological study of drilling bone tissue with a high-speed drill [J]. Neurosurgery,2000,46(5):1162-1168. doi: 10.1097/00006123-200005000-00029 [15] ZHANG L, TAI B L, WANG A C, et al. Mist cooling in neurosurgical bone grinding [J]. CIRP Annals,2013,62(1):367-370. doi: 10.1016/j.cirp.2013.03.125 [16] YANG M, LI C H, ZHANG Y B, et al. Research on microscale skull grinding temperature field under different cooling conditions [J]. Applied Thermal Engineering,2017,126:525-537. doi: 10.1016/j.applthermaleng.2017.07.183 [17] ENOMOTO T, SHIGETA H, SUGIHARA T, et al. A new surgical grinding wheel for suppressing grinding heat generation in bone resection [J]. CIRP Annals,2014,63(1):305-308. doi: 10.1016/j.cirp.2014.03.026 [18] BABBAR A, JAIN V, GUPTA D. Preliminary investigations of rotary ultrasonic neurosurgical bone grinding using Grey-Taguchi optimization methodology [J]. Grey Systems: Theory and Application, 2020, 10(4): 479-493. [19] 田伟, 郎昭. 进一步促进骨磨削技术在脊柱外科的应用 [J]. 中华医学杂志,2015(13):961-964. doi: 10.3760/cma.j.issn.0376-2491.2015.13.001TIAN Wei, LANG Zhao. Further promote the application of bone grinding technology in spine surgery [J]. National Medical Journal of China,2015(13):961-964. doi: 10.3760/cma.j.issn.0376-2491.2015.13.001 [20] 蔡敬. 微型磨钻在颈前路手术中的应用与配合 [J]. 全科护理,2011,9(15):1368-1369.CAI Jing. Application of micro-grinding drill for patients accepting cervical anterior approach operation and cooperation [J]. Chinese General Nursing,2011,9(15):1368-1369. [21] 孟志斌, 付昆, 李俊, 等. Midas Rex高速磨钻在腰椎后路显微内窥镜下手术中的应用 [J]. 中国脊柱脊髓杂志,2007,17(11):813-817. doi: 10.3969/j.issn.1004-406X.2007.11.004MENG Zhibin, FU Kun, LI Jun, et al. Application of Midas Rex high speed drill in the posterior microendoscopic surgery [J]. Chinese Journal of Spine and Spinal Cord,2007,17(11):813-817. doi: 10.3969/j.issn.1004-406X.2007.11.004 [22] 王海蛟, 李玉伟, 许纬洲. 微型磨钻在颈椎前路手术中的应用 [J]. 中华骨科杂志,1999,19(5):313.WANG Haijiao, LI Yuwei, XU Weizhou. Application of micro-drill in anterior cervical surgery [J]. Chinese Journal of Orthopaedics,1999,19(5):313. [23] 马钧峰, 汪伟, 江泽华, 等. 显微镜下高速磨钻减压与传统咬骨钳减压在颈椎病颈前颅内固定融合术中的应用比较 [J]. 山东医药,2019,59(17):76-78. doi: 10.3969/j.issn.1002-266X.2019.17.022MA Junfeng, WANG Wei, JIANG Zehua, et al. Comparison of application of high-speed drill decompression under microscope and traditional rongeur decompression in anterior cervical internal fixation and fusion for cervical spondylosis [J]. Shandong Medical Journal,2019,59(17):76-78. doi: 10.3969/j.issn.1002-266X.2019.17.022 [24] HOSONO N, MIWA T, MUKAI Y, et al. Potential risk of thermal damage to cervical nerve roots by a high-speed drill [J]. The Journal of Bone and Joint Surgery. British Volume,2009,91(11):1541-1544. [25] 徐国康, 苏棋, 屠玉兰. 经皮椎间孔镜结合镜下磨钻技术治疗复杂退变性腰椎间盘突出症 [J]. 浙江中西医结合杂志,2019,29(10):851-853, 875. doi: 10.3969/j.issn.1005-4561.2019.10.023XU Guokang, SU Qi, TU Yulan. Treatment of complex degenerative lumbar disc herniation with percutaneous trans foraminal endoscopy combined with microscopic drilling [J]. Zhejiang Journal of Integrated Traditional Chinese and Western Medicine,2019,29(10):851-853, 875. doi: 10.3969/j.issn.1005-4561.2019.10.023 [26] 徐红霞, 阎晓辉, 薛艳斌, 等. “磨削法” 在下颌角肥大矫正术中的应用 [J]. 海军总医院学报,2009,22(2):80-82. doi: 10.3969/j.issn.1009-3427.2009.02.007XU Hongxia, YAN Xiaohui, XUE Yanbin, et al. Application of grinding method in the correction of prominent mandibular angle [J]. Journal of Naval General Hospital,2009,22(2):80-82. doi: 10.3969/j.issn.1009-3427.2009.02.007 [27] RIEFKOHL R, GEORGIADE G S, GEORGIADE N G. Masseter muscle hypertrophy [J]. Annals of Plastic Surgery,1984,12(6):528-532. doi: 10.1097/00000637-198406000-00007 [28] 徐士亮, 罗锦辉, 惠俐, 等. 单纯下颌骨磨削法矫治下颌角肥大 [J]. 中国美容整形外科杂志,2006,17(4):250-252. doi: 10.3969/j.issn.1673-7040.2006.04.004XU Shiliang, LUO Jinhui, HUI Li, et al. A simple abrasive osteoplasty for the prominent mandibular angle correction [J]. Chinese Journal of Aesthetic and Plastic Surgery,2006,17(4):250-252. doi: 10.3969/j.issn.1673-7040.2006.04.004 [29] 赵菲菲. 磨削术在下颌角肥大美容整形中的应用 [J]. 医学美学美容,2013(12):49-50.ZHAO Feifei. The application of grinding in the mandibular angle hypertrophy cosmetic plastic surgery [J]. Medical Aesthetics and Beauty,2013(12):49-50. [30] SONG G, ZONG X, GUO X, et al. Single-stage mandibular curved ostectomy on affected side combined with bilateral outer cortex grinding for correction of facial asymmetry: Indications and outcomes [J]. Aesthetic Plastic Surgery,2019,43(3):733-741. doi: 10.1007/s00266-019-01364-y [31] 方方. 皮肤磨削术及其应用 [J]. 中国美容医学,2020,29(4):1-7.FANG Fang. Dermabrasion and its application [J]. Chinese Journal of Aesthetic Medicine,2020,29(4):1-7. [32] COLEMAN W P, HANKE C W, ORENTREICH N, et al. A history of dermatologic surgery in the United States [J]. Dermatologic Surgery,2000,26(1):5-11. doi: 10.1046/j.1524-4725.2000.00401.x [33] ASHIQUE K T, KALIYADAN F, GEORGE R R. Dermabrasion of the recipient skin in vitiligo surgery: An easier way out [J]. Indian Journal of Dermatology, Venereology and Leprology,2018,84(4):498-499. [34] GRUBER R, MIRANDA E, ANTONY A. Dermabrasion for rhytids in the lateral canthal region [J]. Aesthetic Plastic Surgery,2007,31(6):688-691. doi: 10.1007/s00266-006-0189-2 [35] 童和林, 蔡光辉, 毛辉, 等. 皮肤磨削术在皮肤瘢痕治疗中的应用 [J]. 实用皮肤病学杂志,2013,6(1):26-27.TONG Helin, CAI Guanghui, MAO Hui, et al. The application of dermabrasion in the treatment of skin scar [J]. Journal of Practical Dermatology,2013,6(1):26-27. [36] KIM E K, HOVSEPIAN R V, MATHEW P, et al. Dermabrasion [J]. Clinics in Plastic Surgery,2011,38(3):391-395. doi: 10.1016/j.cps.2011.05.001 [37] SMALL R. Aesthetic procedures in office practice [J]. American Family Physician,2009,80(11):1231-1237. [38] TSAI R Y, WANG C N, CHEN L H. Aluminum oxide crystal microdermabrasion: A new technique for treating facial scarring [J]. Dermatologic Surgery,1995,21(6):539-542. doi: 10.1111/j.1524-4725.1995.tb00258.x [39] TAN M H, SPENCER J M, PIRES L M, et al. The evaluation of aluminum oxide crystal microdermabrasion for photodamage [J]. Dermatologic Surgery,2001,27(11):943-949. [40] 吴世雄, 倪湧潜, 王成勇, 等. 牙釉质表面高速铣削机理研究 [J]. 机械工程学报,2021,57(11):78-92.WU Shixiong, NI Yongqian, WANG Chengyong, et al. Research on the mechanism of the high speed milling of enamel surface [J]. Chinese Journal of Mechanical Engineering,2021,57(11):78-92. [41] WU S X, LI K Q , ZHU W Z, et al. Machinability of high-speed enamel cutting with carbide bur [J]. Journal of the Mechanical Behavior of Biomedical Materials,2019,103(7):103529. doi: 10.1016/j.jmbbm.2019.103529 [42] ZACHRISSON B U, MJÖR I A. Remodeling of teeth by grinding [J]. American Journal of Orthodontics,1975,68(5):545-553. doi: 10.1016/0002-9416(75)90085-8 [43] 赵丹娜, 王成勇, 周绍波, 等. 口腔陶瓷修复材料加工研究 [J]. 金刚石与磨料磨具工程,2017,37(1):34-42.ZHAO Dannan, WANG Chengyong, ZHOU Shaobo, et al. Review on dental ceramics grinding [J]. Diamond & Abrasives Engineering,2017,37(1):34-42. [44] 李峰. 车针与牙釉质的高速磨削行为研究 [D]. 浙江: 浙江中医药大学, 2017.LI Feng. Research on high speed cutting behavior of bur and enamel [D]. Zhejiang: Zhejiang Chinese Medical University, 2017. [45] 耿克涛. 牙体预备高速磨削热-力耦合实验及仿真研究 [D]. 天津: 天津大学, 2012.GENG Ketao. Experimental investigation and numerical simulation of cutting force-thermal coupled analysis of enamel and dental ceramics in tooth preparation [D]. Tianjin: Tianjin University, 2012. [46] LI Q Z, WANG C Y, ZHENG L J, et al. Machinability of enamel under grinding process using diamond dental burrs [J]. Proceedings of the Institution of Mechanical Engineers, Part H: Journal of Engineering in Medicine,2019,233(11):1151-1164. doi: 10.1177/0954411919873804 [47] XU H H K, KELLY J R, JAHANMIR S, et al. Enamel subsurface damage due to tooth preparation with diamonds [J]. Journal of Dental Research,1997,76(10):1698-1706. doi: 10.1177/00220345970760101201 [48] WILSON G J, WALSH L J. Temperature changes in dental pulp associated with use of power grinding equipment on equine teeth [J]. Australian Veterinary Journal,2005,83(1/2):75-77. [49] ZHENG K, LI Z, LIAO W, et al. Friction and wear performance on ultrasonic vibration assisted grinding dental zirconia ceramics against natural tooth [J]. Journal of the Brazilian Society of Mechanical Sciences and Engineering,2017,39(3):833-843. doi: 10.1007/s40430-016-0531-9 [50] TENG Z, ZHANG Y, HUANG Y, et al. Material properties of components in human carotid atherosclerotic plaques: A uniaxial extension study [J]. Acta Biomaterialia,2014,10(12):5055-5063. doi: 10.1016/j.actbio.2014.09.001 [51] 陈春寿. 血管斑块的形成及药物对斑块的质变 [J]. 医药前沿,2018,8(9):33-34. doi: 10.3969/j.issn.2095-1752.2018.09.022CHEN Chunshou. The formation of vascular plaque and the qualitative change of drug to plaque [J]. Journal of Frontiers of Medicine,2018,8(9):33-34. doi: 10.3969/j.issn.2095-1752.2018.09.022 [52] 刘瑶. 心血管钙化组织磨削机理及其应用研究 [D]. 上海: 东华大学, 2018.LIU Yao. Investigation of cardiovascular calcified plaque grinding mechanism and its application [D]. Shanghai: Donghua University, 2018. [53] CARRASCOSA P M, CAPUÑAY C M, GARCIA-MERLETTI P, et al. Characterization of coronary atherosclerotic plaques by multidetector computed tomography [J]. The American Journal of Cardiology,2006,97(5):598-602. doi: 10.1016/j.amjcard.2005.09.096 [54] TOMEY M I, KINI A S, SHARMA S K. Current status of rotational atherectomy [J]. JACC: Cardiovascular Interventions,2014,7(4):345-353. doi: 10.1016/j.jcin.2013.12.196 [55] SOTOMI Y, SHLOFMITZ R A, COLOMBO A, et al. Patient selection and procedural considerations for coronary orbital atherectomy system [J]. Interventional Cardiology Review,2016,11(1):33. [56] STANILOAE C S, KORABATHINA R. Orbital atherectomy: Device evolution and clinical data [J]. The Journal of Invasive Cardiology,2014,26(5):215-219. [57] 李雄, 刘芳菲, 彭晖, 等. 冠状动脉钙化及旋磨术研究进展 [J]. 心脑血管病防治,2010,10(6):460-461.LI Xiong, LIU Fangfei, PENG Hui, et al. Research progress of coronary artery calcification and spiral grinding [J]. Cardio-cerebrovascular Disease Prevention and Treatment,2010,10(6):460-461. [58] 姜志胜. 动脉粥样硬化学 [M]. 北京: 科学出版社, 2017: 16-20.JIANG Zhisheng. Atherosclerosis [M]. Beijing: Science Press, 2017: 16-20. [59] MATSUO H, WATANABE S, WATANABE T, et al. Prevention of no-reflow/slow-flow phenomenon during rotational atherectomy—A prospective randomized study comparing intracoronary continuous infusion of verapamil and nicorandil [J]. American Heart Journal,2007,154(5):994.e1-994.e6. doi: 10.1016/j.ahj.2007.07.036 [60] 汤佳旎, 刘学波. 旋磨术的临床应用现状 [J]. 国际心血管病杂志,2015,42(2):82-84. doi: 10.3969/j.issn.1673-6583.2015.02.006TANG Jiani, LIU Xuebo. Clinical application of rotary grinding [J]. International Journal of Cardiovascular Disease,2015,42(2):82-84. doi: 10.3969/j.issn.1673-6583.2015.02.006 [61] REISMAN M, SHUMAN B J, HARMS V. Analysis of heat generation during rotational atherectomy using different operational techniques [J]. Catheterization and Cardiovascular Diagnosis,1998,44(4):453-455. doi: 10.1002/(SICI)1097-0304(199808)44:4<453::AID-CCD21>3.0.CO;2-I [62] RAMAZANI-REND R, CHELIKANI S, SPARROW E M, et al. Experimental and numerical investigation of orbital atherectomy: Absence of cavitation [J]. Journal of Biomedical Science and Engineering,2010,3(11):1108-1116. doi: 10.4236/jbise.2010.311144 [63] LIU Y, LI B, ZHENG Y, et al. Experiment and smooth particle hydrodynamics simulation of debris size in grinding of calcified plaque in atherectomy [J]. CIRP Annals,2017,66(1):325-328. doi: 10.1016/j.cirp.2017.04.090 [64] LIU Y, LIU Y, ZHENG Y, et al. Catheter thermal energy generation and temperature in rotational atherectomy [J]. Medical Engineering & Physics,2019,70:29-38. [65] GADER A M, AL‐MASHHADANI S A, AL‐HARTHY S S. Direct activation of platelets by heat is the possible trigger of the coagulopathy of heat stroke [J]. British Journal of Haematology,1990,74(1):86-92. doi: 10.1111/j.1365-2141.1990.tb02543.x [66] RAO G H R, SMITH C M, ESCOLAR G, et al. Influence of heat on platelet biochemistry, structure, and function [J]. The Journal of Laboratory and Clinical Medicine,1993,122(4):455-464. [67] GEHANI A A, REES M R. Can rotational atherectomy cause thermal tissue damage? A study of the potential heating and thermal tissue effects of a rotational atherectomy device [J]. Cardiovascular and Interventional Radiology,1998,21(6):481-486. doi: 10.1007/s002709900308 [68] ERBEL R, ZOTZ R. Letter by Erbel and Zotz regarding article,“north american expert review of rotational atherectomy”[J]. Circulation: Cardiovascular Interventions, 2019, 12(7): e008225. [69] LIU Y, LI B, KONG L, et al. Experimental and modeling study of temperature in calcified plaque grinding [J]. The International Journal of Advanced Manufacturing Technology,2018,99(1):1013-1021. [70] KIM M H, KIM H J, KIM N N, et al. A rotational ablation tool for calcified atherosclerotic plaque removal [J]. Biomedical Microdevices, 2011, 13(6): 963-971. [71] ADAMS G L, KHANNA P K, STANILOAE C S, et al. Optimal techniques with the diamondback 360 system achieve effective results for the treatment of peripheral arterial disease [J]. Journal of Cardiovascular Translational Research,2011,4(2):220-229. doi: 10.1007/s12265-010-9255-x [72] ZHENG Y H, BELMONT B, SHIH A J. Experimental investigation of the abrasive crown dynamics in orbital atherectomy [J]. Medical Engineering & Physics,2016,38(7):639-647. [73] ZHENG Y H, LIU Y, LIU Y, et al. Experimental investigation of the grinding force in rotational atherectomy [J]. Procedia Manufacturing,2016,5:838-848. doi: 10.1016/j.promfg.2016.08.069 [74] SHIH A J, LIU Y, ZHENG Y. Grinding wheel motion, force, temperature, and material removal in rotational atherectomy of calcified plaque [J]. CIRP Annals,2016,65(1):345-348. doi: 10.1016/j.cirp.2016.04.012 [75] HELGESON Z L, JENKINS J S, ABRAHAM J P, et al. Particle trajectories and agglomeration/accumulation in branching arteries subjected to orbital atherectomy [J]. The Open Biomedical Engineering Journal,2011,5:25. doi: 10.2174/1874120701105010025 [76] AHN S S, AUTH D, MARCUS D R, et al. Removal of focal atheromatous lesions by angioscopically guided high-speed rotary atherectomy: Preliminary experimental observations [J]. Journal of Vascular Surgery,1988,7(2):292-300. doi: 10.1016/0741-5214(88)90148-6 [77] ZACCA N M, RAIZNER A E, NOON G P, et al. Treatment of symptomatic peripheral atherosclerotic disease with a rotational atherectomy device [J]. The American Journal of Cardiology,1989,63(1):77-80. doi: 10.1016/0002-9149(89)91079-5 [78] LIU Y, ZHENG Y, LI A D R, et al. Cutting of blood clots—Experiment and smooth particle Galerkin modelling [J]. CIRP Annals,2019,68(1):97-100. doi: 10.1016/j.cirp.2019.04.025 [79] ISOM N, MASOOMI R, THORS A, et al. Guidewire fracture during orbital atherectomy for peripheral artery disease: insights from the manufacturer and user facility device experience database [J]. Catheterization and Cardiovascular Interventions,2019,93(2):330-334. doi: 10.1002/ccd.27933 [80] 郑清春, 毛璐璐, 史于涛, 等. 仿生织构表面对人工髋关节副动压润滑性能及减摩性分析 [J]. 机械工程学报,2021,57(11):102-111.ZHENG Qingchun, MAO Lulu, SHI Yutao, et al. Analysis of biomimetic texture surface on dynamic compression lubrication and friction reduction of artificial hip pair [J]. Chinese Journal of Mechanical Engineering,2021,57(11):102-111. [81] 刘光, 郭雨润, 张力文, 等. 精准医疗器械生/机接触界面功能化机制研究 [J]. 机械工程学报,2021,57(11):33-43.LIU Guang, GUO Yurun, ZHANG Liwen, et al. The mechanisms of bio-instrument interfacial functionalization in precision medicine [J]. Chinese Journal of Mechanical Engineering,2021,57(11):33-43. 期刊类型引用(2)
1. 朱玉莹,郑清春,张春秋,张善青,王桂莲,胡亚辉. 皮质骨超声振动辅助磨削力仿真与研究. 天津理工大学学报. 2025(01): 10-15 .  百度学术
百度学术2. 张丽慧,谢硕,罗明发,王旭东,杨会闯. 低温喷雾冷却下骨组织磨削温度和磨削力的实验研究. 金刚石与磨料磨具工程. 2024(06): 798-806 .  本站查看
本站查看其他类型引用(3)
-

 下载:
下载:


























 百度学术
百度学术 点击查看大图
点击查看大图
计量
- 文章访问数: 1992
- HTML全文浏览量: 682
- PDF下载量: 136
- 被引次数: 5
 邮件订阅
邮件订阅 RSS
RSS
